






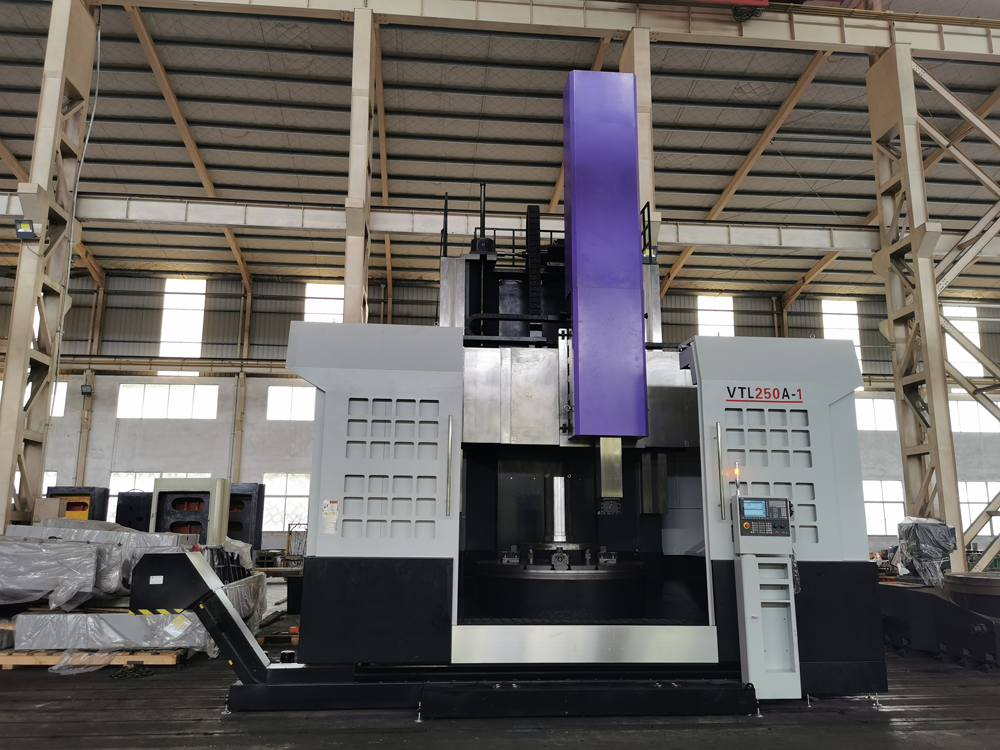
Grouss-SkalaCNC vertikal Dréibänksi grouss-Skala Maschinnen, déi benotzt gi fir grouss a schwéier workpieces mat grouss radial Dimensiounen a relativ kleng axial Dimensiounen ze Prozess, a komplex Formen. Zum Beispill kann d'zylindresch Uewerfläch, d'Ennfläch, d'konesch Uewerfläch, d'zylindresch Lach, d'kegellecht Lach vu verschiddene Scheiwen, Rieder a Sets vun Werkstécker och mat Hëllef vun zousätzlechen Apparater fir Threading, Kugelfläch, Profiléieren, Fräsen a Schleifen veraarbecht ginn.
D'Hëllefszäit vun der grousser SkalaCNC VTL Maschinnass ganz kuerz. Et kann all d'Veraarbechtung Inhalt an engem clamping komplett. Probéiert déi oppe Fixture mat héijer Steifheet ze wielen, déi den Toolwee net stéieren kann, a kann d'Veraarbechtung vum Werkstéck am Beräich vum Spindelschlag fäerdeg maachen. Als héich automatiséiert Maschinninstrument erschéngen verschidden Alarmer no enger Zäit vum Gebrauch. E puer sinn Systemfehler, e puer sinn falsch Parameter Astellungen, an e puer si mechanesch Feeler. Fan Alarm sinn ee vun hinnen.
 Wann esou eng Situatioun geschitt ass, kontrolléiert den internen Fan fir d'éischt. Wann et net dréit, huelt se auserneen a kuckt. Wann et ze dreckeg ass, wëschen et mat Alkohol oder Benzin propper ier se installéiert. Wann et en Alarm ass, musst Dir de Servo Verstärker ersetzen. HC erscheint. Aktuellen Alarm, haaptsächlech fir anormal Stroum op der DC Säit z'entdecken, kuckt als éischt d'Servoparameter, an läscht dann d'Motorkraaftlinn. Während der Period gëtt et en Alarm fir de Servo Verstärker ze ersetzen. Et gëtt keen Alarm. Tauscht de Motor a Stroumleitung mat enger anerer Achs fir ze bestëmmen ob et de Motor oder d'Muechtlinn ass. Problem: Wann J um Display erschéngt, hänkt dovun of ob et e PC-Problem ass. Kontrolléieren ob de Motherboard, Interface Konversioun Verwaltungsrot an PCRAM Kontroll Verwaltungsrot Apparat richteg sinn, ersetzen an Debug bis d'Ursaach bestëmmt ass, an dann de Problem léisen.
Wann esou eng Situatioun geschitt ass, kontrolléiert den internen Fan fir d'éischt. Wann et net dréit, huelt se auserneen a kuckt. Wann et ze dreckeg ass, wëschen et mat Alkohol oder Benzin propper ier se installéiert. Wann et en Alarm ass, musst Dir de Servo Verstärker ersetzen. HC erscheint. Aktuellen Alarm, haaptsächlech fir anormal Stroum op der DC Säit z'entdecken, kuckt als éischt d'Servoparameter, an läscht dann d'Motorkraaftlinn. Während der Period gëtt et en Alarm fir de Servo Verstärker ze ersetzen. Et gëtt keen Alarm. Tauscht de Motor a Stroumleitung mat enger anerer Achs fir ze bestëmmen ob et de Motor oder d'Muechtlinn ass. Problem: Wann J um Display erschéngt, hänkt dovun of ob et e PC-Problem ass. Kontrolléieren ob de Motherboard, Interface Konversioun Verwaltungsrot an PCRAM Kontroll Verwaltungsrot Apparat richteg sinn, ersetzen an Debug bis d'Ursaach bestëmmt ass, an dann de Problem léisen.

Wat sinn d'Saache brauchen Opmierksamkeet am Ënnerhalt vun grouss CNCVTL Machining?
1. Nodeems Dir den Haaptmotor all Kéier starten, kann d'Spindel net direkt gestart ginn. Eréischt nodeems d'Schmierpompel normal funktionnéiert an d'Uelegfenster mat Ueleg kënnt, kann d'Spindel gestart ginn fir d'Maschinn ze schaffen.
2. D'Schraube kann nëmme benotzt ginn wann Dir thread dréit fir seng Genauegkeet an d'Liewen ze garantéieren.
3. Erhalen der bannen an ausserhalb vun derMaschinn Toolfir propper ze sinn, d'Maschinndeeler si komplett, d'Schraubestangen an d'poléiert Stäben sinn uelegfräi, an d'Fuerderungsfläche si propper an intakt.
4. Maacht d'Schmieraarbecht vun all Schmierpunkt no de spezifizéierte Viraussetzungen (kuckt d'Etikettinstruktioune vum Maschinn Tool Schmiersystem fir Detailer).
5. Regelméisseg kontrolléieren an ajustéieren der tightness vun der V-Gürtel vun derCNC vertikal Dréibänk.
6. Opgepasst op d'Aarbechtskonditioun vun der Uelegpompel ze kontrolléieren fir sécherzestellen datt d'Headbox an d'Fütterkëscht genuch Schmieröl hunn. D'Schmieröl an all Tank däerf net méi niddereg sinn wéi den Zentrum vun all Uelegstandard, soss gëtt d'Maschinn Tool beschiedegt wéinst enger schlechter Schmier.
7. Botzen d'Uelegfilter Kupfermesh vum Uelegfilter an der Öl-Inlet vun der Bettkëscht all Woch, fir datt d'Schmieröl propper ass.
8. Wann d'Spindel mat héijer Geschwindegkeet rotéiert, sollt Dir ënner kengen Ëmstänn d'Verréckelungshandtak zéien.

Post Zäit: Nov-24-2021