






CNC Dréizentrum


INTEGRÉIERT POSITIVEYAXIS
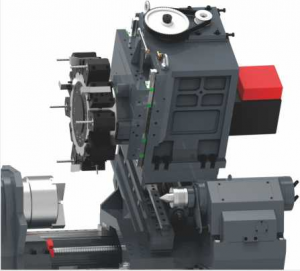
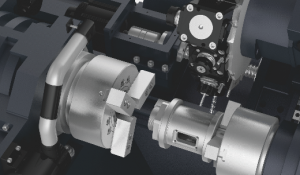
Longmen Struktur, super steiwe
Integréiert positiv Y Achs Struktur gehéiert zu héich-Steiwe schwéier opzedeelen a seng Leeschtung ass besser wéi d'Interpolatioun Y-Achs.
a. Single Y Achs Bewegung schwéier Schneiden ass besser wéi Interpolatioun Y Achs an d'Y Achs ass senkrecht op d'X Achs.
b. D'Konturveraarbechtung vum Fliger ass méi glat a flaach.
c. Méi bequem fir Compound Uewerfläch a Konturveraarbechtung.
D'Bewegung vun der "Positiv Y" Y-Achs ass senkrecht op d'X-Achs, dat ass eng eenzeg-Achs Bewegung an d'"Interpolatioun Y" Y-Achs Bewegung ass eng riichter Linn an Y-Achs ze interpoléieren duerch d'Simulatioun vun der X-Achs. flatness vun der milling Fliger an de Verglach vun der "positiv Y" Achs Turn-milling kombinéiert, "Positiv Y" Achs turn-milling kombinéiert Veraarbechtung ass offensichtlech hell a flaach.
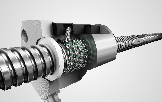
Duebel fix Kugelschrauwen
Héichqualitativ Kugelschrauwen a Rollerguide vun Top weltwäit Hiersteller ginn benotzt.
Obwuel deier, nëmme qualitativ héichwäerteg Produkter kënnen déi héich Präzisioun a laang treffen
Service Liewen néideg vun Clienten.
Servomotoren mat direkten Knollen
De Servomotor ass direkt mat der Kugelschraube iwwer eng Stahlkupplung verbonnen, déi
garantéiert keng Degeneratioun a Mëssverstäerkung och ënner schwéier Laascht.
Dëst wäert d'Positionéierungsgenauegkeet staark verbesseren, a Fuedem- a Konturbearbeitung
wäert méi genee ginn.
106M 108M 208M
| ltem Modell | Numm | Eenheet | 106M | 108M | 208M |
| Reesen | Max. Dréien Duerchmiesser op d'Bett | mm | φ600 | φ600 | φ600 |
| Max. Veraarbechtung Duerchmiesser | mm | φ300 | φ300 | φ400 | |
| Max. Veraarbechtung Duerchmiesser op der Tool Holder | mm | φ220 | φ200 | φ300 | |
| Max. Veraarbechtung Längt | mm | 230 | 220 | 400 | |
| Distanz tëscht Zentren | mm | 300 | 300 | 600 | |
| Spindel Motor Hydrozylinder Chuch Parameter | Spindle Nues | Typ | A2-5 | A2-6 | A2-6 |
| Max. Speed vun Spindle | rpm | 5500 | 4300 | 4200 | |
| Ueleg Zylinder / Chuck | lnch | 6" | 8" | 8" | |
| Spindel Bore | mm | φ56 | φ65 | φ65 | |
| Bar Duerchmiesser | mm | φ45 | φ52 | φ52 | |
| Direct Drive Spindle Motor Power | kw | 17.5 | 22 | 22 | |
| X/Z Achs Feed Parameter | X Reesen | mm | 180 | 180 | 280 |
| X/Z Linear Guide Spezifizéierung | spez | 35/35 Roller | 35/35 Roller | 35/35 Roller | |
| Z Rees | mm | 300 | 300 | 600 | |
| X/Z/(Y) Motor Muecht | kw | 1.8/1.8 | 1.8/1.8 | 1.8/1.8 | |
| X/Z/(Y) Rapid Traverse | m/min | 30/30 | 30/30 | 20/20 | |
| Positionéierung Genauegkeet | mm | ± 0,005 | ± 0,005 | ± 0,005 | |
| Widderhuelen Positionéierung Genauegkeet | mm | ± 0,003 | ± 0,003 | ± 0,003 | |
| Turret Parameter | Tool Positioun | pcs | BMT45-12T Fotoen | BMT45-12T Fotoen | BMT55-12T Fotoen |
| Power Turret Motor | kw | 2.2/3.7 | 2.2/3.7 | 2.2/3.7 | |
| Square Tool Holder | mm | 20×20 | 20×20 | 20×20 | |
| Ronn langweileg Tool Holder | mm | φ32 | φ32 | φ40 | |
| Nieft Tool Change Time | sec | 0.15 | 0.15 | 0.15 | |
| Positionéierung Genauegkeet | / | ± 2" | ± 2" | ± 2" | |
| Widderhuelen Positionéierung Genauegkeet | / | ± 1" | ± 1" | ± 1" | |
| Schwanz Parameteren | Programméierbar Hydraulesch Tailstock | / | √ | √ | √ |
| Max. Rees vun Tailstock | mm | 360 | 360 | 440 | |
| Tailstock Hülsen Taper Lach | Typ | MT 5# | MT 5# | MT 5# | |
| Ärm Duerchmiesser | mm | / | / | / | |
| Ärm Rees | mm | / | / | / | |
| Mechanesch Gréisst | Machine Gréisst | mm | 2300 × 1800 × 1700 | 2300 × 1800 × 1700 | 2300 × 1800 × 1700 |
| Maschinn Gewiicht | kg | 37 00kg | 38 00kg | 5 200kg |

Servo automatesch Bar Feeder
TENOLY Feeder hunn e schwéieren an automatiséierten Design,
Et erhéicht d'Produktivitéit wesentlech a vereinfacht Dréioperatiounen.
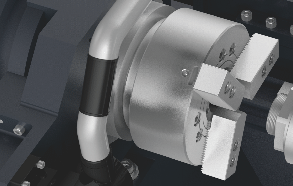
Deeler Catcher
Den Werkstéckfanger ass mam Prinzip vun der mechanescher Verbindung entworf, déi séier ka sinn
verbonne mam fäerdege Produkt no der Veraarbechtung.


THK Roller linear Guide
D'linear Guide huet null Spillraum, Bogen opzedeelen, Schräg opzedeelen, an der Uewerfläch Textur ass relativ eenheetlech. Et ass gëeegent fir High-Speed-Operatioun a reduzéiert staark d'Päerdkraaft erfuerderlech fir d'Maschinn Linear Guide Schinne benotze Rollen amplaz ze rutschen, mat klenge Reibungsverloscht, sensibel Äntwert an héijer Positionéierungsgenauegkeet. Et kann d'Laascht an der erop, erof, lénks a riets Richtungen zur selwechter Zäit droen. Ënnert der Laascht ass d'Kontaktfläch vun der Streck nach ëmmer a Multi-Punktkontakt, an d'Schneidsteifheet gëtt net reduzéiert; Einfach an austauschbar Montage an einfach Schmierstruktur; der linear Guiden hunn ganz wéineg zouzedrécken a laang halen.
THK Ball Schrauwen
Benotzen héich-Präzisioun Kugelschrauwen, mat nut preloading a Schrauwen
Pretensioning Behandlung, de Réckschlag an Temperaturerhéijung an
elongation sinn am Viraus eliminéiert, weist excellent positionéiert
an Widderhuelbarkeet.
Direkte Fuert mat Servomotor fir Réckschlagfehler ze reduzéieren.

Héich Präzisioun motoriséiert Aarm fir Dréibänk
Pull-Down Tool Setter mat héijer Präzisioun Widderhuelbarkeet Verfügbar a ville verschiddene Gréissten fir verschidden industriell Bedierfnesser z'erreechen. Verfügbar a verschiddene Standardgréissten, souwéi personaliséiert Stahlmiessarme mat nidderegen Expansiounskoeffizient
Benotzt eng robust Zirkoniumsonde
Huelt wéineg Maschinn Plaz wann net am Gebrauch
Hydraulesch Chuck Workholding
D'Dréibänk ass Standard mat hydraulesche Duerchloch Chuck ausgestatt. De Chuck kann no Clientsbedürfnisser personaliséiert ginn, a verschidde Méiglechkeeten ginn Iech dee passendste Spannschuck.
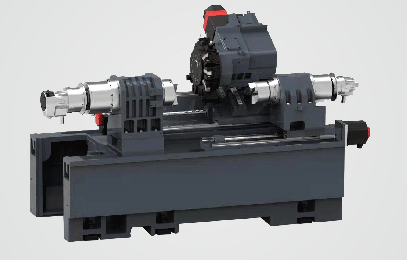
Sekundär Spindel
Béid Enden vum Werkstéck kënne gläichzäiteg an enger Spannung veraarbecht ginn, wat d'manuell Operatioun staark vereinfacht.
Schéckt eis Äre Message:
Produit Kategorien
-

Héich Speed Graphite CNC Machining Center GM Serie
-

Héich Speed CNC Milling GT Serie
-

Dual-Spindle CNC Dréibänk SK32
-

CNC Vertikal Machining Center RFTV510 Fir Rad ...
-

CNC Vertikal Machining Center RFMV Serie Fir W ...
-

CNC Vertikal Dréibänk RFCL63V / D Fir Rad Hub
-

CNC Horizontal Dréibänk RFCP Serie fir Rad Hub
-

Spezifesch Maschinn fir Crankshaft HG40 / 50QZ
-

Spezifesch CNC Dréi- a Schleifmaschinn HGQM-01
-

Spezifesch Maschinn fir Flywheel HG40 / 50L
-

Spezifesch Maschinn fir hënneschter Achs HGZK-06
-

Spezifesch Maschinn Tools fir Ventil HG40/50Q