






Drilling an Ausspionéieren Compound Machine

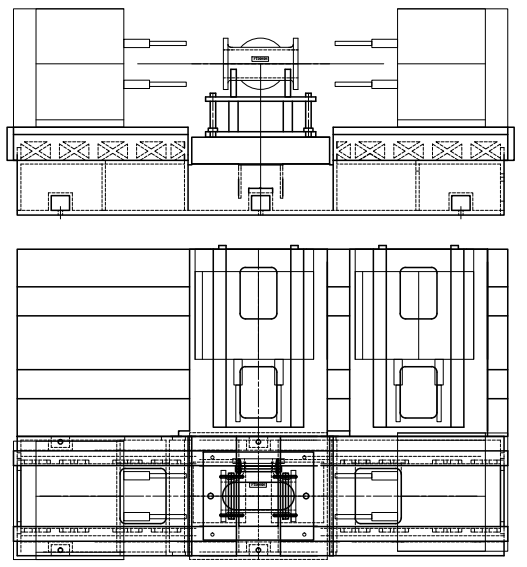
Dëst Maschinn Tool ass eng horizontal CNC dräi-Säit Bueraarbechten an Ausspionéieren integréiert Maschinn Outil. Déi lénks a riets Kapp besteet aus hydraulesche mobilen Schiebetësch a Gangkëscht; déi drëtt Uewerfläch besteet aus CNC mobilen Schiebetësch a Gangkëscht (opgedeelt an zwou Gruppen: Bueren an Ausspionéieren). D'Mëtt besteet aus Workbench, hydraulesch Armaturen an aner Deeler, an ass mat onofhängegen elektresche Cabinet, hydraulesch Statioun an zentraliséiertem Schmierapparat ausgestatt. D'Werkstéck gëtt manuell opgehuewen an hydraulesch ageklemmt. Gesinn de Mechanismus Schema fir Detailer.
Workpiece Veraarbechtung Standard Prozess:
① D'Maschinn Tool ass e Positionéierungsprozess, ee Stéck gläichzäiteg, deen eng Referenzfläch erfuerdert fir als Installatiounspositionéierungsreferenz am virege Prozess benotzt ze ginn.
②De Standardprozess ass: d'Werkstéck botzen - setzt d'Werkstéck fir ze veraarbechten an d'Tooling - klemmt d'Werkstéck hydraulesch, déi dräi Sätz vun Aarbechtsrutschen kënne séier virgeluegt an attackéiert ginn, an déi dräi Sätze kënnen a Schrëtt synchroniséiert oder veraarbecht ginn, an déi dräi Sätz vu Rutschen si séier Réckzuch op déi ursprénglech Positioun - d'Mëtt Mond-Tapping ass rutscht, an de mëttlere Mond-Tapping-Prozess rutscht. No der Veraarbechtung geet d'Tapprutsch zréck an d'originell Positioun - hydraulesch Fräisetzung - manuell Luede an Ausluede - gitt an den nächsten Zyklus.
D'Tooling adoptéiert d'äusseren Kreespositionéierung vum Ventilkierper eidel, an den hydraulesche Zylinder um ieweschten Deel vum Werkstéck dréckt d'Werkstéck.
Applikatioun
Dës Maschinn gëtt haaptsächlech an der Veraarbechtung vu Ventil, Pompelkierper, Autosdeeler, Baumaschinendeeler etc.It ka fir vill Prozedure funktionnéieren, zum Beispill End Gesiichtsloch, Medianöffnung, Bore-Loch a Sphere.
Haaptmerkmale
(1) Dës Maschinn huet mam Huadian PLC Controller geschafft, et ka fir vill Prozedure funktionnéieren, zum Beispill Enn Gesiichtsloch, Medianöffnung, Bore-Lach a Sphär. Et ass CNC Controller huet gutt Kompatibilitéit, mächteg Funktioun an einfach Operatioun.
(2) D'Feed Sliding Dësch Guideway benotzt héichwäerteg gro Goss Eisen, duerch rau Goss, tempering an alternd Behandlung vun dräimol. Komplett eliminéiert de Rescht intern Stress, D'Uewerfläch vum Guide Wee adoptéiert super Audio Quenching an d'Härheet ass bis HRC55. Duerch héich Präzisioun Guide Manéier Schleifen Veraarbechtung, fir d'Genauegkeet, Steifheit, Stabilitéit ze garantéieren.
(3) Den Transmissiounsdeel adoptéiert Präzisiounskugelschrauwen an Interpolatioun fir de Spalt ze eliminéieren, fir datt d'Maschinn stänneg fuert.
(4) D'Kraaft Kapp ass mat dräi-Etapp manuell Vitesse änneren mat mächteg Motor equipéiert, erreechen niddereg Vitesse mee héich Dréimoment, schwéier opzedeelen Laascht widderstoen, Veraarbechtung Effizienz verbesseren.
(5) D'Aarbechtsausrüstung adoptéiert hydraulesch Drock-automatesch Spannung, fir d'Effizienz ze verbesseren an d'Aarbechtsintensitéit ze reduzéieren.
(6) D'Maschinn adoptéiert zentraliséiert Schmieren, fir sécherzestellen datt d'voll Schmierung vun all bewegt Deeler dann d'Liewensdauer vu Maschinnenwierker verbessert.
Primär Struktur
Eis Maschinn besteet haaptsächlech aus Kierper, Kraaftkopf, CNC Feed Rutsch Dësch, Aarbechtsausrüstung, an equipéiert mat engem onofhängege elektresche Cabinet, enger hydraulescher Gare, engem zentraliséierte Schmierapparat, e killen automateschen Chip ewechhuelen Apparat, an engem héije Schutz Apparat.
(1) Kierper
De Kierper adoptéiert integréiert Goss Kierper mat héich Qualitéit, duerch manuell tempering an alternd Behandlung vun dräimol. D'Uewerfläch vum Guide Wee gëtt duerch Super Audio Quenching behandelt, d'Struktur ass raisonnabel, fir Steifheit, Präzisioun an d'Stabilitéit vun der Maschinn ze garantéieren.
(2) D'Kraaft Kapp
De Kierper vun Muecht Kapp ass excellent Goss adoptéieren, spindle benotzen Material 20GrMnTAi, mat Schmieden, tempering, carburizing an quenching, héich Präzisioun poléieren aus an an.
(3) D'Figur
De Fixture ass speziell fir Workpiece entworf. D'Positiounsblock an d'Positionéierungspin sinn geläscht, fir déi zouverlässeg Positionéierung vum Werkstück ze garantéieren. Hydraulesch ageklemmt d'Werkstéck, fir d'Veraarbechtungseffizienz ze verbesseren, d'Aarbechtsintensitéit ze reduzéieren.

Hydraulesch Drockausrüstung
D'hydraulesch Statioun adoptéiert den onofhängege Superposition-Ventil, deen aus engem qualitativ héichwäertege elektromagnetesche Ventil, engem Drockreguléierungsventil, engem Drosselventil an enger Duebelstéckpompel besteet. A mat Loftkühlungsapparat ausgestatt fir ze garantéieren datt d'hydraulesch Gare normal Uelegtemperatur huet wann se funktionnéiert.

Elektresch Cabinet
D'Elektresch Cabinet ass onofhängeg an zougemaach.Installéiert mat CNC-Controller, Inverter an elektresche Komponenten. Och setzen d'Loftkühlungsapparat fir datt d'elektresch Komponente vun der Maschinn richteg funktionnéieren, kee Stëbs.

- Haaptparameter:
Maximal Buer Duerchmiesser (mm)
6-12
Aarbechtstabell (mm)
360 × 400
Lénks / Riets Rees (mm)
480
Vertikal Rees (mm)
220
Drilling spindle Vitesse
580
Rees (mm)
230
Taper Lach vun der Spindel (NA)
7:24
Motor Muecht (KW)
2.2
Spindelgeschwindegkeet (mm/min)
256
Horizontal Rees (mm)
300
Taper Lach vun der Spindel (NA)
7:24
Max. Ausklappen (mm)
8-M14
Hydraulesch Statioun Motor (KW)
1.5
Schéckt eis Äre Message:
Produit Kategorien
-

Héich Speed Graphite CNC Machining Center GM Serie
-

Héich Speed CNC Milling GT Serie
-

Dual-Spindle CNC Dréibänk SK32
-

CNC Vertikal Machining Center RFTV510 Fir Rad ...
-

CNC Vertikal Machining Center RFMV Serie Fir W ...
-

CNC Vertikal Dréibänk RFCL63V / D Fir Rad Hub
-

CNC Horizontal Dréibänk RFCP Serie fir Rad Hub
-

Spezifesch Maschinn fir Crankshaft HG40 / 50QZ
-

Spezifesch CNC Dréi- a Schleifmaschinn HGQM-01
-

Spezifesch Maschinn fir Flywheel HG40 / 50L
-

Spezifesch Maschinn fir hënneschter Achs HGZK-06
-

Spezifesch Maschinn Tools fir Ventil HG40/50Q