






E30 CNC zylindresch Schleifmaschinn Fir Cutter Tools

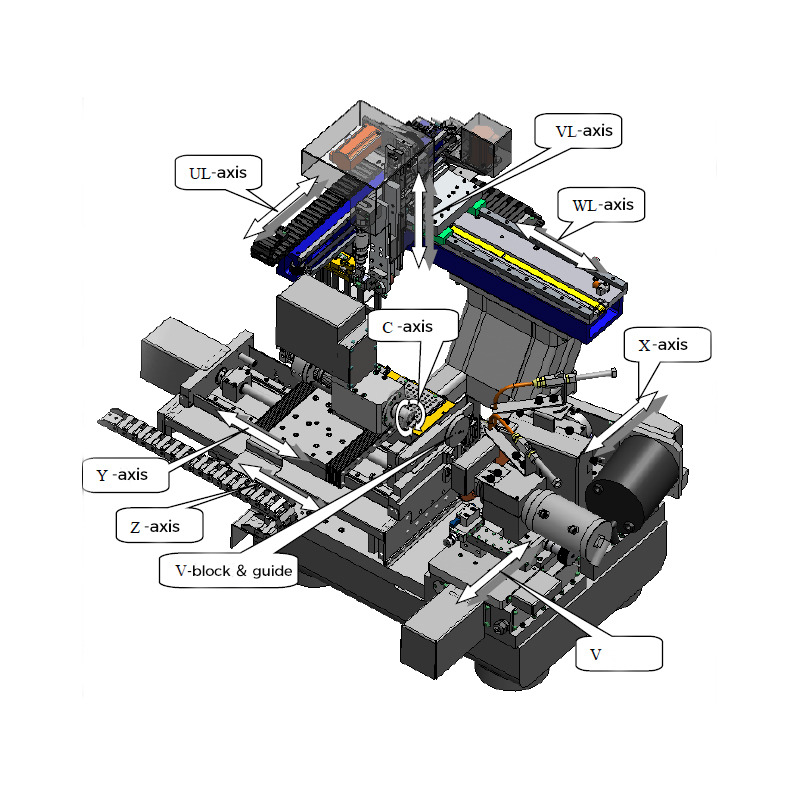
Main Struktur Diagramm vun Maschinn
Applikatioun Ëmfang
Applikatioun Gamme: milling Cutter, Bueraarbechten, reamer a verschidde héich-Präzisioun Deeler Veraarbechtung.
Veraarbechtung Gamme: Duerchmiesser Gamme vu veraarbechte Produkter: Φ3~Φ20mm, Längt Gamme vu veraarbechte Produkter: 120mm (automatesch), 330mm (manuell).
Veraarbechtungseigenschaften: gläichzäiteg Schleifen vu feinen a grober Duebelschleifen, eemoleg Veraarbechtung a Formung.
Machine Aféierung
1. Bett Struktur:
2. Blech vun der ganzer Maschinn: déi ganz Maschinn huet eng voll zouene Struktur, an den Haaptrahmen ass vun der äusseren Deckel getrennt fir Schwéngungen ze vermeiden
3. Kontroll System: NEWCON
4. De Prinzip vum Trimmen:
• X-Achs (grof Schleifradmechanismus): realiséieren d'Reciprocatiounsbewegung vum Grof Schleifrad an der X-Achs-Richtung;
• V-Achs (Feinschleifradmechanismus): d'Reciprocatiounsbewegung vum Feinschleifrad an der V-Achs-Richtung realiséieren;
• Y-Achs (Y-Achs-Füttermechanismus): d'Reciprocatiounsbewegung vun der Aarbechtstabell an der Y-Achs-Richtung realiséieren;
• C Achs (schaffen Kapp Rotatioun Mechanismus): realiséieren der Rotary Bewegung vun der schaffen Kapp an der Richtung vun der C Achs :;
• UL Achs, VL Achs an WL Achs (Manipulatioun Pick-a-Plaz Mechanismus): realiséieren der reciprocating Bewegung vun der Manipulator an der horizontal a vertikal Richtungen;
• Guide Rad an V-Block Ënnerstëtzung: Auxiliary zu der Réalisatioun vun machining.
1. Beweegt Deeler: X Achs, V Achs, Y Achs, WL Achs, UL Achs, VL Achs, Guide Rad Mechanismus, Arm Mechanismus, Hysteresis Upassung Mechanismus
2. Workpiece spindle: Chuangyun selwer gemaach spindle
3. Schleifspindel: Xiamen Tungsten Motor
4. Schmieren vun der ganzer Maschinn: Uelegnippel si fir all Achs reservéiert a regelméisseg geschmiert
5. Fütterungsmethod: Dräiachs-Manipulatiounsfütterung
Technesch Spezifikatioune
| Kontroll Method | Extern Knäppercher, Touchscreens | |
| Display Method | Touchscreen, Warnlicht | |
| Ofkillungsmethod | Ueleg Cooler | |
| Transfermaart Method | Hydraulesch, pneumatesch, Servomotor | |
| Stroumversuergung | AC 3×380V, 50Hz | |
| Maximal total Muecht | 25 kW | |
| Dimensiounen | 2152 × 1838 × 2614 mm | |
| Brutto Gewiicht | 3050 kg | |
| Kühlen Uelegdrock | 0,6 ~ 0,8 MPa | |
| barometresche Drock | Total Strooss Drock: 5 ~ 6Bar | |
| Chuck Loftdrock: 2 ~ 3 Bar | ||
| Guide Rad Loftdrock: 2 ~ 2,5 Bar | ||
| Gripper Loftwee Drock: 1,5 ~ 4Bar | ||
| Arm Loftdrock: 5 ~ 6Bar | ||
| Optesch Skala Botzen Loftdrock: 0,6 ~ 0,7 Bar | ||
| Manipulator Parameteren | ||
| UL Achs | Reesen | 450 mm ép |
| Widderhuelbarkeet | 0,02 mm | |
| Maximal Operatioun Vitesse | 15000 mm/min | |
| VL Achs | Reesen | 100 mm |
| Widderhuelbarkeet | 0,02 mm | |
| Maximal Operatioun Vitesse | 15000 mm/min | |
| WL Achs | Reesen | 540 mm ép |
| Widderhuelbarkeet | 0,02 mm | |
| Maximal Operatioun Vitesse | 15000 mm/min | |
| Veraarbechtung Achs Parameter | ||
| Y-Achs | Reesen | 350 mm |
| Minimum Resolutioun Genauegkeet | 0,0001 mm | |
| X Achs | Reesen | 35 mm |
| Minimum Resolutioun Genauegkeet | 0,0001 mm | |
| V-Achs | Reesen | 35 mm |
| Minimum Resolutioun Genauegkeet | 0,0001 mm | |
| Guide Rad | Rotatioun Genauegkeet: | ≤0,010 mm |
| Aarbecht Kapp (C Achs) | Motor Muecht | 1,57 kW |
| Rotatiounsgeschwindegkeet | ≤2000 U/min | |
| Runout Genauegkeet | ≤0,002 mm | |
| Minimum Opléisung | 0,0001° | |
| Rau Schleifrad Spindel | Motor Muecht | 8,5 kW |
| Rotatiounsgeschwindegkeet | ≤5000 U/min | |
| Runout Genauegkeet | ≤0,002 mm | |
| dynamesch Gläichgewiicht | ≤G0.4 | |
| Fine poléieren Rad spindle | Motor Muecht | 1,4 kW |
| Rotatiounsgeschwindegkeet | ≤7950 U/min | |
| Runout Genauegkeet | ≤0,002 mm | |
| dynamesch Gläichgewiicht | ≤G0.4 | |
| Schleifparameter |
|
|
| Modell Chuck | W20 | |
| Grof Schleifrad Duerchmiesser | Ø 250 mm | |
| Fein Schleifrad Duerchmiesser | Ø 150 mm | |
| Workpiece Shank Duerchmiesser | Ø3-Ø12mm (automatesch) / Ø3-Ø20mm (manuell) | |
| Workpiece grinding Range | Ø 0,08 - Ø 20 mm | |
| workpiece Längt | 120 mm (automatesch) / 350 mm (manuell) | |
| Déi maximal Veraarbechtungslängt vum Werkstéck | 330 mm ép | |
| Veraarbechtung baussenzegen Duerchmiesser Runout | ≤0,003 mm | |
| Längt machining Genauegkeet | ± 0,1 mm | |
| Wénkel machining Genauegkeet | ≤0,3° | |
| Ausgesinn Genauegkeet | ≤Ra0.4 (Schleifen) | |
Standard Configuratioun Lëscht
| 10 | CNC System | NEWC0N | 1 |
| 20 | Servo Motor | NEWC0N | 8 |
| 30 | Server Driver | NEWC0N | 4 |
| 40 | Operatioun Panel / Hand Rad | NEWC0N | 1 |
| 50 | Héich Präzisioun schaffen Kapp Modul | GESAC | 1 |
| 60 | Héichpräzis elektresch Spindel (1,4KW) | GESAC | 1 |
| 70 | Héich Präzisioun Motor (7.1KW) | GESAC | 1 |
| 80 | Héich Präzisioun mechanesch Spindle | GESAC | 1 |
| 90 | Präzisioun Schinne | Schneeberger | 10 |
| 100 | Präzisioun gekräizt Roller Linearweis | Schneeberger | 4 |
| 110 | Präzisioun Ball Schrauwen | NSK | 4 |
| 120 | Operatioun a Veraarbechtung Simulatioun Software (Standard Schrëtt Ënnerscheed, Kugelgestalt, etc.) | GESAC | 1 |
| 130 | Inverter | GESAC | 1 |
| 140 | Inverter | GESAC | 1 |
| 150 | Touchscreens | 19 ELO | 1 |
| 160 | Machine Tool Sécherheet Dier Spär Apparat | Jinzhong | 1 |
| 170 | sensor | Baumer | 3 |
| 180 | Flux Sensor | Yifumen | 1 |
| 190 | Elektresch Komponenten | Schneider | 1 |
| 200 | Pneumatesch Komponenten | CKD | 1 |
| 210 | Drot a Kabel | ComCab | 1 |
| 220 | Rack Klimaanlag | GESAC | 1 |
| 230 | Präzisiounsdruckrad Ø92x8 | GESAC | 1 |
| 240 | Präzisiounsdruckrad Ø92x15 | GESAC | 1 |
| 250 | Chuck W20 D4 | GESAC | 1 |
| 260 | Standard Schacht D4 | GESAC | 3 |
| 260 | Héich-Präzisioun passende V-Block (3-6) * 10 | GESAC | 1 |
| 280 | Héich Präzisioun Schleifradflens (schnell änneren Typ) | GESAC | 2 |
| 290 | Voll Set vu Manipulator Fangeren | GESAC | 1 |
Maschinn Charakteristiken
7 CNC Axen, 4 CNC Axen ginn am Veraarbechtungsberäich benotzt, déi automatesch Luede an Entluede realiséieren, batch onbemannt Produktioun
Machining Richtegkeet an Effizienz vun Maschinn Handwierksgeschir
1. De radial Auslaaf vum Werkstéck ass bannent 0,003mm;
2. D'Genauegkeet vun der Gréisst 2.0 gëtt bannent ± 0.005mm kontrolléiert;
3. D'Ronnheet vum Werkstéck ass bannent 0,003mm;
4. Surface Rauh < Ra0.4;
Schéckt eis Äre Message:
Produit Kategorien
-

Héich Speed Graphite CNC Machining Center GM Serie
-

Héich Speed CNC Milling GT Serie
-

Dual-Spindle CNC Dréibänk SK32
-

CNC Vertikal Machining Center RFTV510 Fir Rad ...
-

CNC Vertikal Machining Center RFMV Serie Fir W ...
-

CNC Vertikal Dréibänk RFCL63V / D Fir Rad Hub
-

CNC Horizontal Dréibänk RFCP Serie fir Rad Hub
-

Spezifesch Maschinn fir Crankshaft HG40 / 50QZ
-

Spezifesch CNC Dréi- a Schleifmaschinn HGQM-01
-

Spezifesch Maschinn fir Flywheel HG40 / 50L
-

Spezifesch Maschinn fir hënneschter Achs HGZK-06
-

Spezifesch Maschinn Tools fir Ventil HG40/50Q