






Fënnefachs Gantry Machining Center GF Serie






Fonctiounen
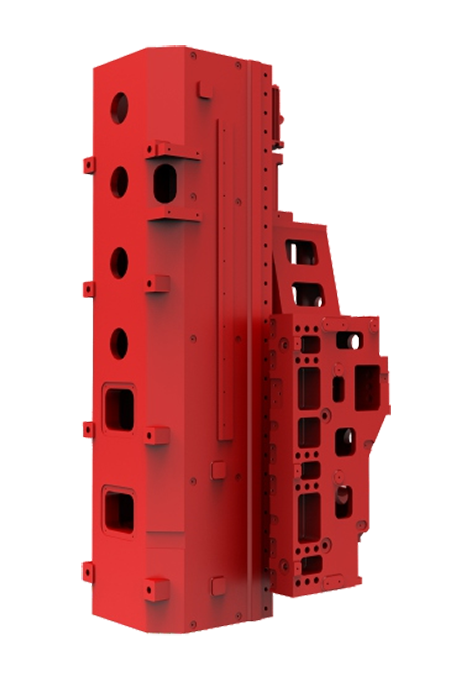
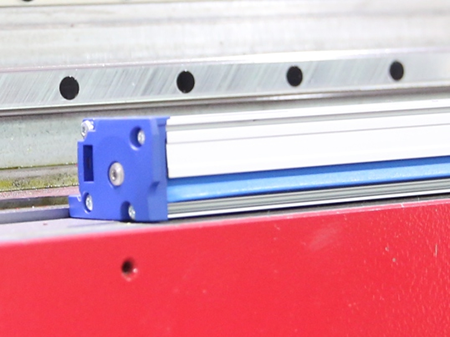
Gekippt Design vun der X-Achs
D'Montageplattform Héicht vu verschiddene X-Achs linear Führerschinnen garantéiert héich Steifheet a realiséiert Héichgeschwindegkeet an héich Präzisioun Positionéierung
Besonnesch U-förmlechSaddéierenDesign
De Kapp ass mat héijer Steifheit Headstock entworf, deen duerch U-förmleche Suedel duerch Guide Schinne op béide Säiten ageklemmt ass fir déi héich Steifheet vun der Z-Achs Verlängerungsmachinatioun ze garantéieren
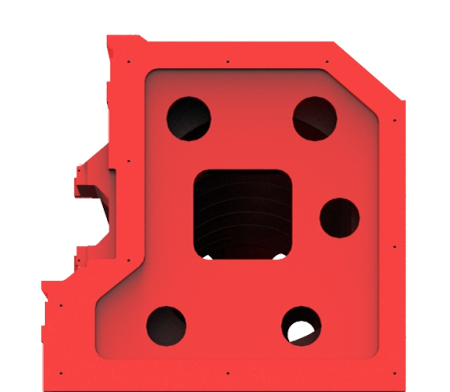
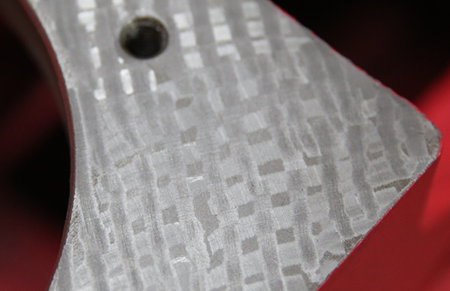
DéiJsalfSUewerflächOf The WLachMachineStructureIs PRezisiounSgehackt
Seng Kontaktfläch ass méi wéi 90% fir d'geometresch Genauegkeet vun der ganzer Maschinn ze garantéieren
UltraSDëschAGenauegkeet
D'Schraube Staang adoptéiert d'Installatiounsmodus vunfixed Virspannung op béide Enden a Schrauwen op de Goss Gelenker fir déi ultra-héich an ultrastabil Präzisioun vum Maschinninstrument ënner grousser Rees ze garantéieren.
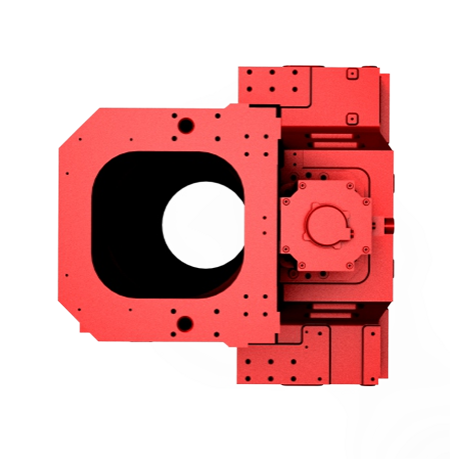
IntegréiertGantryAnd Basw
Kolonnestrahl integréiert Design, verbessert d'Steifegkeet vun der Maschinn an d'Veraarbechtungsstabilitéit.

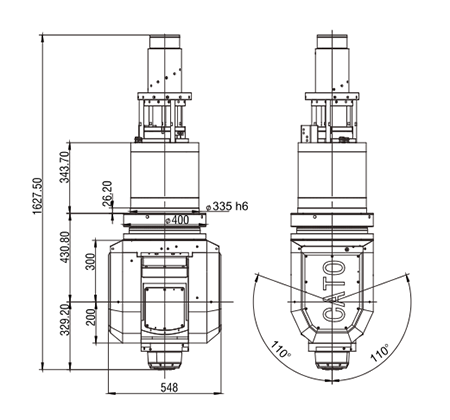
F1 Fork Typ Synchron zwee-Achs Milling Kapp
Déi symmetresch Kräizstruktur huet méi héich strukturell Steifheit a Schwéngungsënnerdréckung wéi déi selwecht Niveau Modeller.
D'B / C Achs benotzt en direkten Drive-Motor an e hydraulesche Bremssystem mat héijer Äntwert, déi méi héich Präzisioun, Null Réckschlag an Null Verschleiung huet.
De Waassergekillte Circuit Design an d'Spindel ass mat engem zentrale Waasserausgang als Standard ausgestatt, wat effektiv d'Temperatursteigerungsännerungen ënnerdrécke kann a méi héich Präzisioun garantéieren.

Ooptional Configuratioun
Broken Tool Detektioun Am Magazin
D'Detektiounseenheet ass an der Toolbibliothéik installéiert, an den Detektiounsprozess an de Veraarbechtungsprozess ginn gläichzäiteg duerchgefouert, ouni den Veraarbechtungsschlag ze beaflossen.
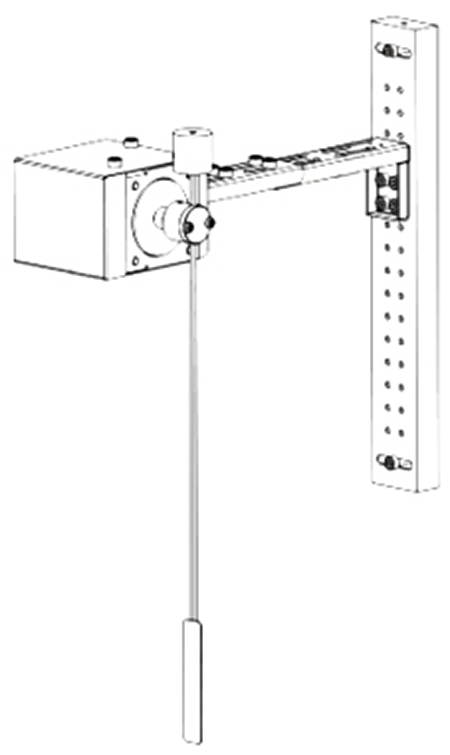
AxialFakultativ Skalen
De gemoossene Ausgabsignal ass en digitale Puls, deen d'Charakteristike vu grousser Detektiounsberäich, héijer Detektiounsgenauegkeet a séierer Reaktiounsgeschwindegkeet huet.
Online Detektioun System
Reducéieren Outil Kader an workpiece Ausriichtung Zäit, a spueren 90% Hëllef Zäit.
RErzéihung vun den Offallprodukter verursaacht duerch den Ausrichtungsfehler vum Toolastellung an dem Werkstück, a verbessert d'Ausbezuelung.

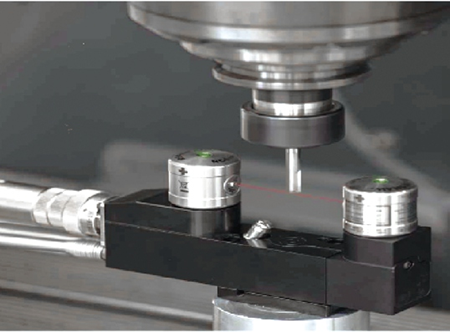
Laser Tool Kader Instrument
Schnell a korrekt Detektioun vun der Toolgréisst fir laangfristeg Notzung ouni Verschleiung ze garantéieren
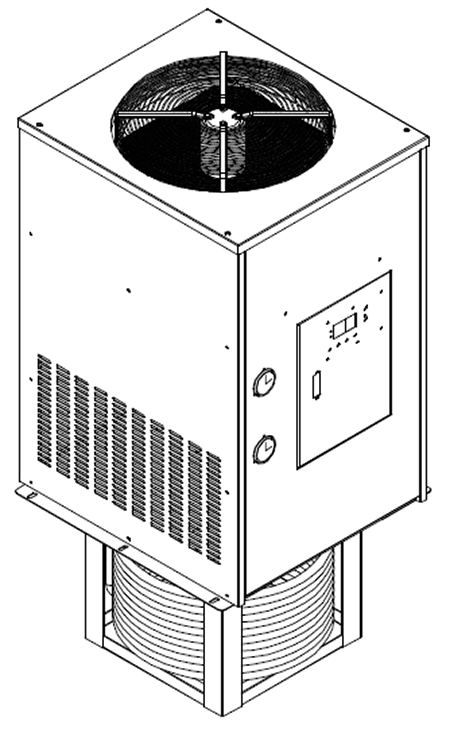
Cutting Fluid Cooling Apparat
D'thermesch Verréckelung vun Fifixture an workpiece verursaacht duerch d'Temperatur Erhéijung vun opzedeelen flësseg wäert d'machining Genauegkeet Afloss.
De System kann d'Temperaturerhéijung vum Schneidflëssegkeet bannent 3-5 ℃ garantéieren
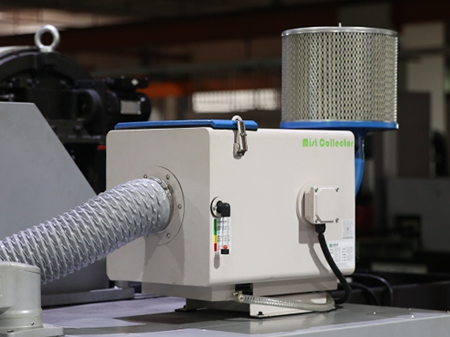
Ueleg Niwwel Versammlung System
Héich Puri kation Taux, stabil Operatioun, stille Geräischer oor.Effektiv lter d'Waasser-löslech Loft an Ueleg Niwwel Damp am Atelier an déif purpuréiert der Loft.
Technesch Spezifikatioune
| Projet | GF2020-5X Präis | GF3020-5X Präis | GF4020-5X Präis | |
| Reesen | X/Y/Z Achs Rees | 2000 × 2000 × 800 mm | 3000 × 2000 × 800 mm | 4000 × 3000 × 1000 mm |
| Spindle Nues zu Dësch Zentrum | 90-890 mm | 80-880 mm | -100-900 mm | |
| Dësch | Dësch Gréisst | 2000 × 1100 mm | 3000 × 1200 mm | 4000 × 2000 mm |
| Max.Tablebelaaschtung | 2000 kg | 2500 kg | 20000 kg | |
| Spindel | Spindel taper | HSK-A63 | HSK-A63 | HSK-A100 |
| Max. spindle Vitesse | 18000 U/Min | 18000 U/Min | 8000rmp | |
| Spindle Motor Muecht | 30/33,5 kW | 30/33,5 kW | 70/75 kW | |
| Spindelmotor Dréimoment | 72/85 Nm | 72/85 Nm | 350/450 Nm | |
| Feed Taux | Rapid Geschwindegkeet vun der X/Y/Z Achs | 36/30/30 | 30/30/30 | 15/15/10 |
| Fudder schneiden | 1-12000 | 1-12000 | 1-10000 | |
| ATC | Zuel vun Outil | 24T | 24T | 24T |
| Maximal Outil Längt | 400 mm | 400 mm | 400 mm | |
| Maximum Tool Duerchmiesser | 120 mm | 120 mm | 250 mm | |
| Maximum Tool Gewiicht | 8kg vun | 8kg vun | 15 kg | |
| Tool Changetime (Tool zu Tool) | 4,5 S | 4,5 S | 5S | |
| Dräi Achs | X-Achs Guide | 45/4 Roller | 45/5 Roller | 45/4 Roller |
| Y-Achs Guide | 55/2 Roller | 55/2 Roller | 65 Roller | |
| Z-Achs Guide | 55/3 Roller | 55/3 Roller | 65 Roller | |
| X-Achs Schraube | φ50×16 | φ63×16 | φ80×20 | |
| Y-Achs Schraube | φ50×16 | φ50×16 | φ63×16 | |
| Z-Achs Schraube | φ50×12 | φ50×12 | φ63×16 | |
| Präzisioun | Präzisioun positionéieren | ± 0,005/300 mm | ± 0,005/300 mm | ± 0,005/300 mm |
| Widderhuelend Positioun Präzisioun | ± 0,003/300 mm ± 0,003/300 mm | ± 0,003/300 mm | ||
| Muecht | Kraaft Noutwendegkeete | Dräi-Phase 380 V ± 10%, 50 Hz ± 1% Dräi-Phase 380 V ± 10%, 50 Hz ± 1% | Dräi-Phase 380V ± 10%, 50 Hz ± 1% | |
| Loftdrock | ≥6kg/c ≥6kg/c | ≥6 kg/c | ||
| Loftflowrate | ≥0.5mm³/min ≥0.5mm³/min | ≥0,5 mm³/min | ||
| Maschinn Gréisst | Maschinn Gewiicht | 20T 22T | 50T | |
Veraarbechtung Fäll
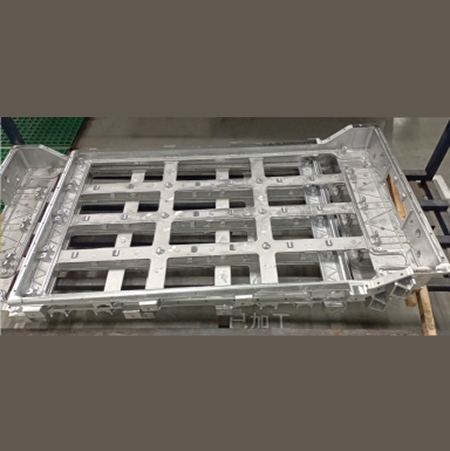
1.AutomobilMold
HéichProcessingEEffizienz
One-Time clamping vun workpiece, 5-Achs simultan Kontroll
Vertikal, horizontal a verschidde gratis Wénkelveraarbechtung kann synchron ofgeschloss ginn
HéichMaterialREmotiounRgiess
Héich Vitesse, héich Muecht spindle
Héich Steifheet an héich dynamesch Charakteristiken vun der ganzer Maschinn Struktur
HéichCausginnFeedRgiess
XYZ Achs Héichgeschwindegkeet Drive
Héich Steifheet an héich dynamesch Charakteristiken vun der ganzer Maschinn Struktur

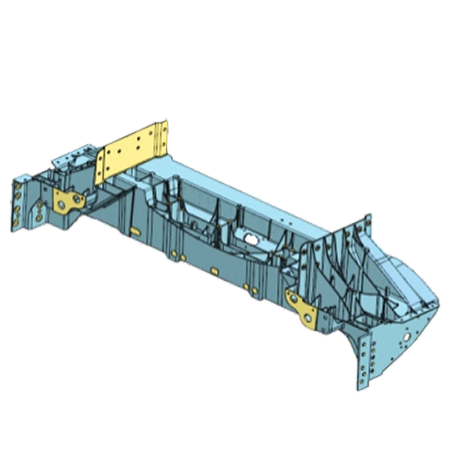

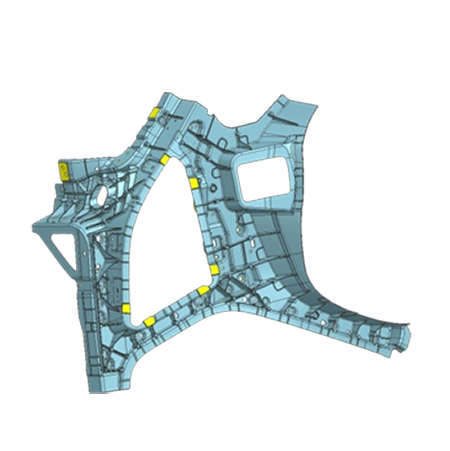
2.LoftfaartSstrukturellPKonscht
exzellentSUewerflächProcessingQqualitéit
Fënnefachs simultan Schneidapplikatioun
Héich Präzisioun Veraarbechtungsfäegkeet
Ganz flottShortenProcessingAnd PoléierenTiem
Linearmotor fueren
X / Y / Z Achs Héich-Vitesse fueren
HéichPRezisioun
Héich-Vitesse, héich Muecht spindle
Héich Steifheet an héich Stabilitéit vun der ganzer Maschinn Struktur


Schéckt eis Äre Message:
Produit Kategorien
-

Héich Speed Graphite CNC Machining Center GM Serie
-

Héich Speed CNC Milling GT Serie
-

Dual-Spindle CNC Dréibänk SK32
-

CNC Vertikal Machining Center RFTV510 Fir Rad ...
-

CNC Vertikal Machining Center RFMV Serie Fir W ...
-

CNC Vertikal Dréibänk RFCL63V / D Fir Rad Hub
-

CNC Horizontal Dréibänk RFCP Serie fir Rad Hub
-

Spezifesch Maschinn fir Crankshaft HG40 / 50QZ
-

Spezifesch CNC Dréi- a Schleifmaschinn HGQM-01
-

Spezifesch Maschinn fir Flywheel HG40 / 50L
-

Spezifesch Maschinn fir hënneschter Achs HGZK-06
-

Spezifesch Maschinn Tools fir Ventil HG40/50Q