
Véier Station Schacht Flange Bueraarbechten Machine

Maschinn Fonctiounen
Déi véier-Statioun Flange CNC Bueraarbechten a milling Maschinn Serie ass haaptsächlech fir kreesfërmeg Flange Veraarbechtung benotzt, a kann och fir efficace Bueraarbechten / milling vun workpieces mat deck bannent der effektiv Gamme wéi hallef shafts, flaach Placke, Flanges, discs a Réng benotzt ginn / Tapping / Reaming / Gravure an aner Prozesser.Duerch Lächer a Blannlächer kënnen op einfache Materialdeeler a Kompositmaterial gebohrt ginn.D'Maschinn Tool ass digital kontrolléiert fir einfach Operatioun.Kann Automatisatioun, héich Präzisioun, Multiple Varietéiten, Masseproduktioun erreechen.
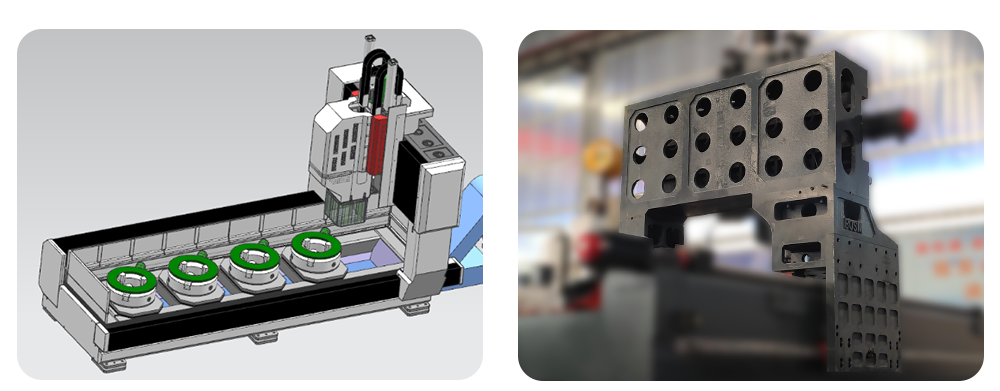
Maschinn Struktur
Dës Maschinn huet haaptsächlech Aarbechtsdësch, véier Sätze vun hydraulesche Véier-Kiefer selbstzentréierend Chucks, e mobilen Gantry, e mobilen Rutschsaddel, e Buer- a Fräsekraaftkopf, en automatesche Schmierapparat an e Schutzapparat, e zirkuléierende Kühlapparat, a digitale Kontrollsystem, an en elektresche System.Kompositioun etc.D'Ënnerstëtzung an d'Féierung vum Rolling Line Guide an der Präzisioun Bleieschraube Drive, d'Maschinn Tool huet héich Positionéierungsgenauegkeet a widderholl Positionéierungsgenauegkeet.
1.Bett Aarbechtsdësch:
D'Bett ass aus Stol strukturell Deeler gemaach.Et gëtt duerch sekundär Temperéierungsbehandlung ofgeschloss.Et huet gutt dynamesch a statesch Steifheit a verformt net.Den Aarbechtsdësch benotzt véier Sätz vu 500mm Véier-Kiefer selbstzentréierend hydraulesch Chucks fir séier Spannung vun Werkstécker.Zwee ultra-héich-Kapazitéit linear Rolling Guide Puer sinn op béide Säiten vum Bett installéiert.No der Positionéierung sinn déi zwee Sätze vun importéierten Héichintensitéit Sperrung Déi mächteg Schinneklemm ass fest positionéiert a gespaart op der Schinn.D'Klemm passt perfekt ouni de Schinneschueder ze beschiedegen.D'Clamp Ouverture a Schließzeit ass nëmmen 0,06 Sekonnen, wat d'Veraarbechtungszäit staark verkierzt.D'Drive System benotzt engem Bus absolut Servo Motor a Präzisioun D'Kugelschraube fiert d'Gantry fir an der Y-Achs Richtung ze bewegen.Upassbar Bolzen ginn um Buedem vum Bett verdeelt, wat den Niveau vum Bettdësch einfach ajustéiere kann.
2.Mobil Gantry:
De mobilen Gantry gëtt mat groem Eisen gegoss 250. D'Héicht vum schwéiere Strahl ass 800mm fir seng Kraaft ze verbesseren.Zwee super-héich-Kapazitéit Rolling linear Guide Puer sinn op der viischter Säit vun der Gantry installéiert.De bloe Schieber benotzt e Präzisiounskugelschraufpaar an e Servomotor fir de Kraaftkopf Rutsch an d'Y-Achsrichtung ze bewegen.E Buerkraaftkopf ass op der Kraaftkopf Rutsch installéiert.D'Bewegung vun der Gantry gëtt duerch de Servomotor realiséiert, deen d'Kugelschraube Mamm dréit fir op der Kugelschraube duerch eng Präzisiounskupplung ze rotéieren.
3.Mobile Rutschsuedel:
De mobilen Rutschsuedel ass e Präzisiounsgoss Strukturkomponent.De Rutschsaddel gëtt erweidert a vergréissert fir d'Mëttdistanz vun der Führerschinn ze erhéijen.Zwee Sätz vun ultra-héich-Kapazitéit Rolling Linear Guide Rail Pairen a Präzisioun Kugelschraube Pairen si mat der Héichpräzisarm verbonnen. industriell Virsprong, séier zréck, an stoppen vun der Muecht Kapp.Mat automateschen Chipbriechung, Chipentfernung, Pausfunktiounen.

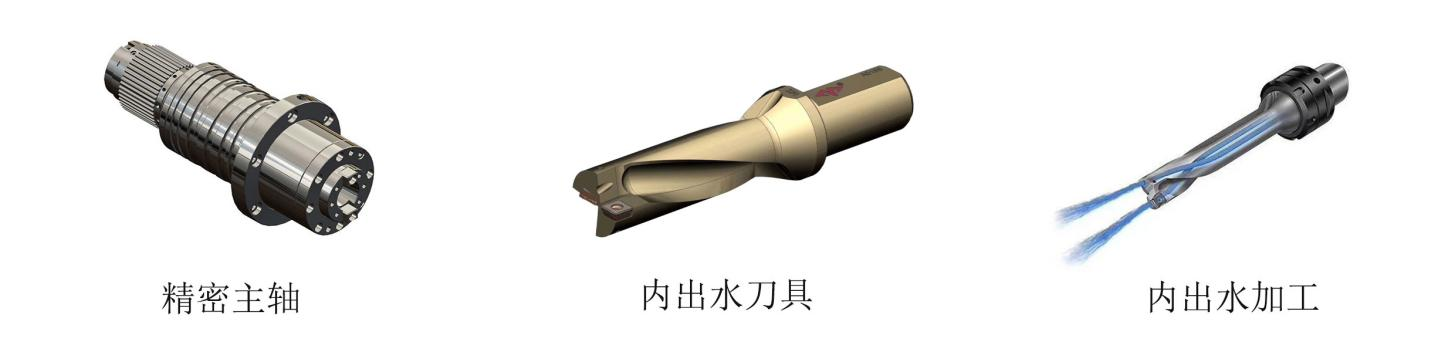
4.Drilling Power Head:
De Buerkraaftkop benotzt en speziellen Servospindelmotor.Déi präzis mechanesch Spindel gëtt duerch d'Verzögerung vum gezahnte Synchrongurt ugedriwwen fir den Dréimoment ze erhéijen.D'Spindel benotzt dräi, zwee a fënnef Zeilen japanesch Wénkelkontaktlager fir stepless Geschwindegkeetsännerung z'erreechen.Schnell an einfach Ersatz, d'Fütterung gëtt duerch Servomotor a Kugelschrauwen ugedriwwen.D'X- an Y-Achse kënne verlinkt ginn, an semi-zougemaach Loop Kontroll ka benotzt ginn fir linear a kreesfërmeg Interpolatiounsfunktiounen z'erreechen.
5. Flaach Kette automatesch Chip Conveyor an zirkuléierend Killmëttel Apparat
Dës Maschinn ass mat engem flaach Kette automatesch Chip conveyor an engem Chip Sammelstécker equipéiert.Den zirkuléierende Kühlapparat ass mat engem Pabeierfilter ausgestatt, deen eng intern Héichdrock-Kühlpompel an eng Low-Drock-extern Kältepompel fir d'intern an extern Ofkillung vum Tool huet.
5.1 Automatesch Schmiergerät a Schutzapparat:
Dës Maschinn ass mat Taiwan's ursprénglechen volumetresche Partielldruck automateschen Schmierapparat ausgestatt, deen automatesch d'Guide Schinne, Bleieschrauwen an aner bewegend Paarte schmiere kann, an et gëtt keen doudege Wénkel fir de Liewensdauer vun der Maschinn ze garantéieren.D'X-Achs an d'Y-Achs vum Maschinninstrument si mat staubdichte Schutzdeckelen ausgestatt, a waasserdichte Sprëtzschutz ginn ëm d'Workbench installéiert.
6. CNCKontroll System:
6.1.Mat Chip Break Funktioun, Chip Break Zäit an Chip Break Zyklus kann op der Mann-Maschinn Interface gesat ginn.
6.2.Mat der Toolliftfunktioun kann d'Toollift Héicht op der Mann-Maschinn Interface gesat ginn.Beim Buer op dës Héicht gëtt d'Bohrer séier iwwer dem Werkstück erhéicht, an dann gëtt de Chip zerstéiert, an dann séier op d'Bohrfläche geschéckt an automatesch an d'Aarbecht ëmgewandelt.
6.3.Déi zentraliséiert Operatiounskontrollbox an Handheld Eenheet adoptéieren en numeresche Kontrollsystem, a si mat engem USB Interface an engem LCD Display ausgestatt.Fir Programméierung, Lagerung, Display a Kommunikatioun ze erliichteren, huet d'Operatiounsinterface Funktiounen wéi Mann-Maschinn Dialog, Fehlerkompensatioun an automateschen Alarm.
6.4.D'Ausrüstung huet d'Funktioun fir d'Lach Positioun virum Veraarbechtung ze kucken an ze iwwerpréiwen, an d'Operatioun ass ganz bequem.

7. Rail clamp:
D'Klemm besteet aus dem Haaptkierper vun der Klemm, Aktuatoren, asw.Duerch de Prinzip vun der Keilblockkraaft Expansioun generéiert et eng staark Spannkraaft;et huet e fixe Gantry, präzis Positionéierung, Anti-Vibratioun a Funktioun fir Steifheit ze verbesseren.
Huet déi folgend Charakteristiken:
Ø 1) Sécher an zouverlässeg, staark Spannkraaft, klemmt déi net-bewegt XY-Achs wärend der Buer- a Spannveraarbechtung.
Ø 2) Déi extrem héich Spannkraaft erhéicht d'Steifheet vun der axialer Fudder a verhënnert d'Frätung duerch Schwéngungen.
Ø 3) Schnell Äntwert, d'Ouverture an d'Zoumaache vun der Äntwertzäit ass nëmmen 0,06 Sekonnen, wat d'Maschinn Tool schütze kann an d'Liewen vun der Leadschraube erhéijen.
Ø 4) Haltbar, vernickelt Uewerfläch, gutt Anti-Rust Leeschtung.
Ø 5) Romanen Design fir e steifen Impakt beim Spann ze vermeiden.

Spezifizéierungn
| Modell | BOSM-DS500 | Eenheet | |
| Maximal workpiece Gréisst | Baussenzegen Duerchmiesser | 50-500 | mm |
| Maximal workpiece Héicht | 300 | Kg | |
| Halschent Aarsch workpiece Duerchmiesser | ≤200 | mm | |
| Schaft Längt | 700mm kann no der Fondatioun erhéicht ginn | mm | |
| Workpiece deck | ≤5 Mol vum Buer Duerchmiesser | mm | |
| Vertikal Ram Typ Bueraarbechten Muecht Kapp | QTY | 1 | Pcs |
| Spindel taper | BT40 | ||
| Drill Duerchmiesser | Φ2-Φ36 | mm | |
| Tapping Beräich | M6-M24 | ||
| Spindle Vitesse | 30-3000 | r/mm | |
| Servo spindle Motor Muecht | 15 | Kw | |
| Distanz vun spindle ënnen ze worktable | 150-550 mm ± 20 | mm | |
| Lateral Bewegung vum Kraaftkopf (X Achs) | MAX.reesen | 2600 | mm |
| X Achs Vitesse | 0~8 | m/min | |
| X Achs Servo Motor Muecht | 2.4 | Kw | |
| Längsbewegung vum bewegende Strahl (Y Achs) | MAX.reesen | 500 | mm |
| Y-Achs Geschwindegkeet | 0~8 | m/min | |
| Y Achs Servo Motor Muecht | 2.4 | Kw | |
| Vertikal Sleeper Feed Bewegung (Z Achs) | MAX.reesen | 400 | mm |
| Z-Achs Geschwindegkeet | 0~4 | m/min | |
| Z Achs Servo Motor Muecht | 1×2,4 Bremsen | Kw | |
| Positionéierungsgenauegkeet | 500x500 | ± 0,03 | mm |
| Indexéierung Genauegkeet | 360° | ± 0,001° | |
| Maschinn Gréisst | Längt x Breet x Héicht | 3600 × 1650 × 2300 | mm |
| Maschinn Gewiicht | 8.5 | T | |
Qualitéit Inspektioun
All Maschinn ass kalibréiert mat engem Laser-Interferometer vun der UK RENISHAW Firma, déi präzis kontrolléiert a kompenséiert fir Pitchfehler, Réckschlag, Positionéierungsgenauegkeet a widderholl Positionéierungsgenauegkeet fir déi dynamesch, statesch Stabilitéit an d'Veraarbechtungsgenauegkeet vun der Maschinn ze garantéieren..Ball Bar Test All Maschinn benotzt e Ball Bar Tester vun der britescher RENISHAW Firma fir déi richteg Kreesgenauegkeet a ma ze korrigéieren
chine geometresch Genauegkeet, a gläichzäiteg kreesfërmeg Schneidexperimenter ausféieren fir d'3D Maschinn Genauegkeet a Kreesgenauegkeet ze garantéieren.

Machine Tool benotzen Ëmfeld
1.1 Equipement Ëmwelt Ufuerderunge
E konstante Niveau vun der Ëmgéigend Temperatur erhalen ass e wesentleche Faktor fir Präzisiounsbearbechtung.
(1) Verfügbar Ëmfeldtemperatur ass -10 ℃ ~ 35 ℃.Wann d'Ëmwelttemperatur 20 ℃ ass, sollt d'Fiichtegkeet 40 ~ 75% sinn.
(2) Fir déi statesch Genauegkeet vum Maschinninstrument am spezifizéierte Beräich ze halen, ass déi optimal Ëmfeldtemperatur erfuerderlech 15 ° C bis 25 ° C mat engem Temperaturdifferenz
Et sollt net méi wéi ± 2 ℃ / 24h sinn.
1.2 Energieversuergungsspannung: 3-Phas, 380V, Spannungsfluktuatioun bannent ± 10%, Energieversuergungsfrequenz: 50HZ.
1.3 Wann d'Spannung am Gebrauchsberäich onbestänneg ass, soll d'Maschinn Tool mat enger reglementéierter Energieversuergung ausgestatt sinn fir den normale Betrib vum Maschinn Tool ze garantéieren.
1.4.D'Maschinn Tool soll zouverlässeg Buedem hunn: de Buedem Drot ass Kupferdrot, den Drot Duerchmiesser soll net manner wéi 10mm² sinn, an der Äerd Resistenz ass manner wéi 4 Ohm.
1.5 Fir déi normal Aarbecht Leeschtung vun der Ausrüstung ze garantéieren, wann d'kompriméiert Loft vun der Loftquell net den Ufuerderunge vun der Loftquell entsprécht, sollt e Set vu Loftquellereinigungsapparater (Entfeuchtung, Entfettung, Filteren) derbäigesat ginn ier de Maschinn Loft ofgeroden.
1.6.D'Ausrüstung soll ewech vun direktem Sonneliicht, Schwéngung an Hëtzt Quellen gehale ginn, an ewech vun héich-Frequenz Generatoren, elektresch Schweess Maschinnen, etc., sou wéi Maschinn Produktioun Echec oder Verloscht vun Maschinn Genauegkeet ze vermeiden.
Virum & No Service
1) Virun Service
Duerch d'Ufro an d'noutwendeg Informatioun vu Clienten ze studéieren, dann Feedback un eis Ingenieuren, ass d'Bossman Technesch Team verantwortlech fir d'technesch Kommunikatioun mat de Clienten an d'Formuléierung vu Léisungen, hëlleft de Client bei der Auswiel vun der entspriechender Veraarbechtungsléisung a passend Maschinnen.
2) No Service
A.The Maschinn mat engem Joer Garantie a bezuelt fir Liewen-laang Ënnerhalt.
B.Duerch der ee-Joer Garantie Period no der Maschinn an Destinatioun port ukomm, BOSSMAN gëtt gratis a rechtzäiteg Ënnerhalt Servicer fir verschidden Net-man-feieren Feeler op Maschinn déi, a rechtzäiteg all Zorte vun net-man-feieren Schued Deeler ersetzen gratis vun charge.Feeler, déi aus der Garantiezäit optrieden, ginn zu passenden Käschten reparéiert.
C.Technesch Ënnerstëtzung an 24 Stonnen online, TM, Skype, E-Mail, léisen déi relativ Froen an Zäit.wann et net geléist ka ginn, wäert de BOSSMAN direkt arrangéieren fir den After-Sales-Ingenieur op der Plaz fir Reparatur ze kommen, Keefer musse bezuelen fir de VISA, Fluchbilljeeën an Ënnerkunft.
Client senger Site






