






Heavy Duty CNC Bueraarbechten Milling Machine

CNC Buer- a Fräsmaschinn
Héich-Vitesse CNC Bueraarbechten a milling Maschinn
Maschinn Applikatioun
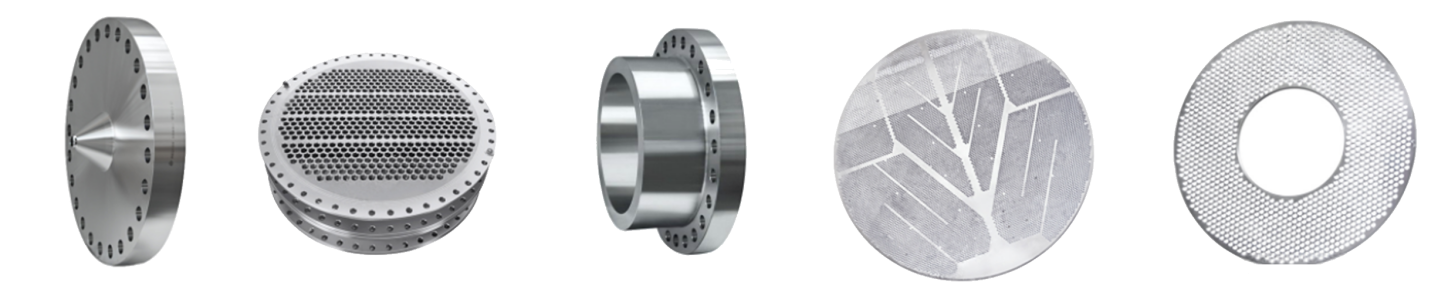
CNC Buer- a Fräsmaschinne ginn haaptsächlech fir effizient Bueraarbechte vu Werkstécker mat Dicken am effektiven Beräich wéi Placke, Flanges, Scheiwen a Réng benotzt. Duerch Lächer a Blannlächer kënnen op verschidden Aarte vu Materialien gebuert ginn. D'Maschinn ass digital kontrolléiert mat einfacher Operatioun. Et kann Automatisatioun, héich Präzisioun, Multiple Varietéiten, Masseproduktioun erreechen.
Fir d'Veraarbechtungsbedürfnisser vu verschiddene Benotzer gerecht ze ginn, huet eis Firma eng Vielfalt vu Maschinnen entwéckelt. Zousätzlech zu konventionelle Modeller kann et och no den aktuellen Bedierfnesser vun de Clienten personaliséiert ginn.
Maschinn Struktur
Dës Ausrüstung besteet haaptsächlech aus Bett Dësch, Plënneren Gantry, Plënneren Rutsch Suedel, Bueraarbechten a milling spindle, automatesch Schmiergerät a Schutz Apparat, zirkuléierend Killmëttel Apparat, CNC Kontroll System, elektresch System an sou op. D'Ënnerstëtzung a Féierung vum Rolling Line Guide an der Präzisioun Lead Schraube Drive, d'Maschinn huet eng héich Positionéierungsgenauegkeet a widderholl Positionéierungsgenauegkeet.
1)Aarbechtstabell:
D'Aarbechtsdësch adoptéiert eng Gossstruktur, an de Fliger huet en T-Slot mat engem raisonnabele Finish Layout fir d'Spannung vun Werkstécker. Iwwert dem Bett sinn T-Plaze arrangéiert. De Drive System benotzt AC Servomotor a Präzisiounskugelschrauwen fir op béide Säiten ze fueren fir de Gantry an der Y-Achs Richtung ze bewegen. Upassbar Bolzen ginn um Buedem vum Bett verdeelt, wat den Niveau vum Bettdësch einfach ajustéiere kann.
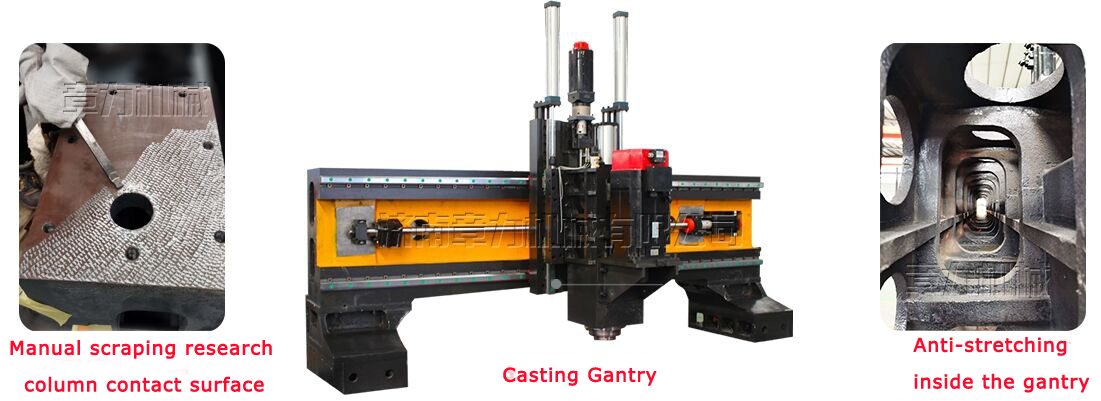
2)MovingGantry:
De mobilen Gantry ass mat groem Eisen 250 gegoss, an zwee super-héich-Kapazitéit Rolling Linear Guide Puer sinn op der viischter Säit vum Gantry installéiert. E Set vu Präzisiounskugelschrauwenpaar an e Servomotor maachen de Kraaftkopf Rutsch an d'X-Achs Richtung. E Buerkraaftkopf ass op der Kraaftkopf Rutsch installéiert. D'Bewegung vum Gantry gëtt duerch de Servomotor realiséiert, deen de Kugeldraht op der Kugelschraube duerch d'Präzisiounskupplung féiert.

3)MovingRutsch Suedel:
De mobilen Rutschsuedel ass e Präzisiounsgoss Strukturkomponent. Zwee ultra-héich Kapazitéit NC Schinne Rutschen an e Set vu Präzisiounskugelschrauwenpaeren an e High-Präzisioun Planetareschen Reduzéierer si mat dem Servomotor verbonnen fir den Buerkraaftkopf ze féieren. Plënneren an der Z-Achs Richtung kann séier no vir realiséieren, Aarbecht no vir, séier zréck, a stoppen vun der Muecht Kapp. Mat automateschen Chipbriechung, Chipentfernung, Pausfunktiounen.
4)Buerkraaft Kapp(Spindel):
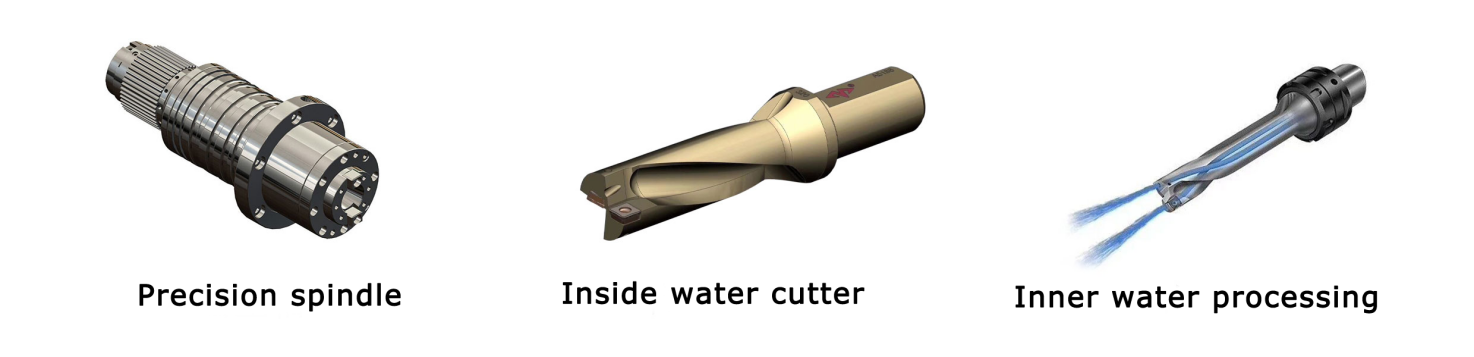
D'Bohrkraaftkopf benotzt en dedizéierten Servospindelmotor, deen eng speziell Präzisiounsspindel dréit andeems den Zänn Synchrongurt deceleréiert fir den Dréimoment ze erhéijen. D'Spindel benotzt dräi, zwee a fënnef Zeilen japanesch Wénkelkontaktlager fir stepless Geschwindegkeetsännerung z'erreechen. Schnell an einfach Ersatz, d'Fütterung gëtt duerch Servomotor a Kugelschrauwen ugedriwwen. D'X- an Y-Achse kënne verlinkt ginn, an semi-zougemaach Loop Kontroll gëtt benotzt fir linear a kreesfërmeg Interpolatiounsfunktiounen z'erreechen.
Spindle Enn ass BT40 tapered Lach, equipéiert mat Rotorfoss Héich-Vitesse Rotary Gelenker aus Italien, déi héich-Vitesse U Bueraarbechten (gewalttäteg Bueraarbechten) a Kär Bueraarbechten benotzen kann fir Waasser z'entlaaschten. realiséieren déif Lach Veraarbechtung a schützt d'Tool fir d'Benotzungskäschte ze reduzéieren.
5)Automatesch Schmierapparat a Schutzapparat:
wéi Guide Schinne, Bläi Schrauwen, Racken, etc., ouni doudege Corner fir de Service Liewen vun der Maschinn Outil ze garantéieren. D'X-Achs an d'Y-Achs vum Maschinninstrument si mat staubdichte Schutzdeckelen ausgestatt, a waasserdichte Sprëtzschutz ginn ëm d'Workbench installéiert.

6)CNC Kontroll System:
6.1With Chip Break Funktioun, Chip Break Zäit an Chip Break Zyklus kann op der Mann-Maschinn Interface gesat ginn.
6.2Mat der Toolliftfunktioun kann d'Toollift Héicht op der Mann-Maschinn Interface gesat ginn. Beim Buer op dës Héicht gëtt d'Bohrer séier op d'Spëtzt vum Werkstéck erhéicht, an dann gëtt de Chip geworf, an dann séier op d'Bohrfläche geschéckt an automatesch an d'Aarbecht ëmgewandelt.
6.3The zentraliséiert Operatioun Kontroll Këscht an Hand-ofgehalen Eenheet adoptéieren numeresch Kontroll System, a si mat USB Interface an LCD Flëssegket Kristallsglas produzéiert Écran equipéiert. Fir Programméierung, Lagerung, Display a Kommunikatioun ze erliichteren, huet d'Operatiounsinterface Funktiounen wéi Mann-Maschinn Dialog, Fehlerkompensatioun an automateschen Alarm.
6.4The Maschinn huet d'Funktioun vun Virschau an rechecking der Lach Positioun virun Veraarbechtung, an der Operatioun ass ganz praktesch.

7)Rail clamp
De Clamp besteet aus engem Clamp Kierper an engem actuator. Et ass eng héich-Performance funktionell Komponent benotzt mat der Rolling linear Guide Pair. Et generéiert eng staark Spannkraaft duerch de keilfërmege Blockexpansiounsprinzip. Features déi Steifheit erhéijen.
Fonctiounen:
- Sécher an zouverlässeg, staark Spannkraaft, klemmt net-bewegt XY-Achs wärend der Buer- a Spannveraarbechtung.
- Extrem héich Spannkraaft, erhéicht d'Steifheet vun der axialer Fudder, a verhënnert d'Mikrobewegung, déi duerch Schwéngung verursaacht gëtt.
- Quick Äntwert, Ouverture a Schließung Äntwert Zäit ass nëmmen 0,06 Sekonnen, déi d'Maschinn Outil schützt an d'Liewen vun der Schraube verbessert.
- Haltbar, vernickelt Uewerfläch, gutt Anti-Rust Leeschtung.
Roman Design fir e steifen Impakt beim Klemmen ze vermeiden.
8)Automatesch Chip Remover an zirkuléierend Killmëttel:
En automateschen Chip Remover ass um Réck vun der Workbench arrangéiert an e Filter ass um Enn arrangéiert. Den automateschen Chip Remover ass e flaach Kettentyp, an eng Killpomp ass op enger Säit installéiert. Den Outlet vum Chip ass mat dem zentrale Waasserfiltratiounssystem verbonnen. De Kühlmëttel fléisst an den Chip-Ejektor. D'Chip ejector Lift Pompel dreift de Kältemëttel an den zentrale Waasserfiltratiounssystem. D'Héichdruckkühlpompel zirkuléiert de gefilterte Kühlmëttel fir ze schneiden an ze killen. An et ass mat engem Chip Transport Trolley equipéiert, déi ass ganz bequem Eisen Chips ze transportéieren. Dës Ausrüstung ass mat internen an externen Killsystem fir Cutter ausgestatt. Beim Buer mat héijer Geschwindegkeet ginn d'Cutters duerch bannescht Waasser ofgekillt an dobaussen während liicht Fräsen.
Niddereg Waasser Alarm
1) Wann de Kältemëttel am FILTER am mëttlere Flëssegkeetsniveau ass, verbënnt de System automatesch de Motor fir ze starten, an de Kühlmëttel am Chip Remover fléisst automatesch an de Filter. Wann den héije Flëssegkeetsniveau erreecht gëtt, hält de Motor automatesch op.
2) Wann de Kältemëttel am Filter op engem nidderegen Niveau ass, freet de System automatesch d'Flëssegkeetsniveau Jauge fir Alarm, d'Spindel wäert den Tool automatesch zréckzéien, an d'Maschinn wäert d'Aarbecht suspendéieren.
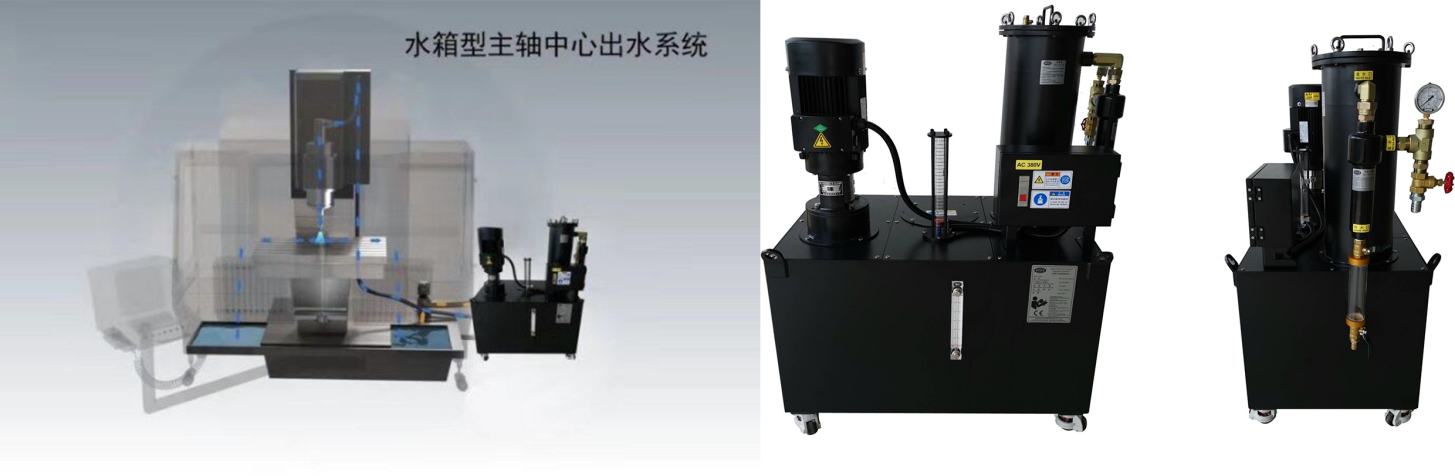
9)Zentral Outlet Filtratioun System:
D'Maschinn ass mat engem zentrale Waasserfiltratiounssystem als Standard ausgestatt, wat effektiv d'Gëftstoffer am Kühlmëttel filteren kann. Den internen Spraywassersystem kann verhënneren datt Eisenpinnen um Tool wärend der Veraarbechtung tangelen, d'Verschleiung vum Tool reduzéieren, d'Toolliewen verlängeren, d'Werkstéckflächefinanz verbesseren, den Héichdrockwaasserausgangspin vum Blades Tipp kann d'Uewerfläch vum Werkstéck gutt schützen, schützt d'High-Speed-Rotatiounsgelenk, verhënnert datt Gëftstoffer d'Rotatiounsverbindung blockéieren, a verbesseren d'Gesamtqualitéit vum Werkstück an d'Aarbechtseffizienz.
10)Kugelschraube a Motor integréiert Sëtz:
D'Motorbasis ass e Produkt mat héijer Konzentrizitéit, déi d'Kugelschraube an de Motor verbënnt. D'Wénkelkontakt gepaart Lager (Genauegkeetsgrad C5) ass integréiert fir d'Genauegkeet ze verbesseren an d'Null axial Clearance vun der Kugelschraube ze garantéieren wann de Motor no vir an ëmgedréint ass. Et ass besonnesch gëeegent fir High-Speed-Ausrüstung.
Assemblée Genauegkeet: D'Kugelschraube an de Motor ginn an een duerch d'Motorbasis installéiert. Reduzéieren de Konzentrizitéitsfehler vum Motorwellen a Kugelschraubewelle, kontrolléiert et op plus oder minus 0,01 mm, an d'Pendikularitéit vum Enn Gesiicht ass 0,01.
11)Véier-Klau selbstzentréierend Dësch(optional)
D'Aarbechtstabelle vu selbstzentréierend Ausrüstung ass mat véier-Kiefer hydraulesch selbstzentréierend Chuck ausgestatt. D'workpiece kann automatesch an engem clamp zentraliséiert ginn ouni all workpiece patrouilléieren den Zentrum ze fannen. D'Spannung ass séier a praktesch.
De Problem léisen, datt d'Aarbechtsstéck mat Indexkrees manner wéi 1600 mm Duerchmiesser duerch d'Placke dréckt no der Ernierung ageklemmt gëtt an duerno no der Mëtt sicht, wat manner Zäit verbraucht a méi laang Spannzäit wéi d'Veraarbechtungszäit hëlt.
Selbstzentréierend Véier-Kiefer Chuck onofhängeg entwéckelt mat grousse Kieferschlag mécht et schwéier fir d'Werkstéck de Kiefer ze beréieren beim Klemmen. D'Sträifstruktur mat Pad gëtt benotzt.Et léist d'Situatioun datt hydraulesch oder pneumatesch Kiefer wéineg Rees um Maart hunn a grouss Werkstécker beaflossen d'Kiefer beim Heben, wat Schued un de Chucks verursaacht.
Déi véier Kiefer op der Workbench sinn an engem disassemblable Stil, an d'Entfernung vun der hënneschter Workbench ass eng normal Plattform mat senger eegener T-Groove.
Spezifizéierungn
| Modell | BOSM-DT1010 Fotoen | BOSM-DT 2010 | BOSM-DT 2016 | BOSM-DT2525 | |
| Aarbechtsgréisst | Längt * Breet (mm) | 1000x1000 | 2000 x 1000 | 2000 x 1600 | 2500x2500 |
| Vertikal Bueraarbechten Kapp | Spindel taper | BT40 / BT50 | BT40 / BT50 | BT40 / BT50 | BT40 / BT50 |
| Buer Duerchmiesser (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Duerchmiesser (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Spindelgeschwindegkeet (r/min) | 30-3000 | 30-3000 | 30-3000 | 30-3000 | |
| Spindle Muecht (Kw) | 15/22 | 15/22 | 15/22 | 15/22 | |
| Distanz vum Enn vun der Spindel bis op d'Aarbechtsfläch (mm) | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | |
| Widderhuelen Positionéierung Genauegkeet (X/Y/Z) | X/Y/Z | ± 0,01/1000 mm | ± 0,01/1000 mm | ± 0,01/1000 mm | ± 0,01/1000 mm |
| Brutto Gewiicht (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Magazin Outil | Linn Tool Magazin | ||||
Qualitéit Inspektioun
All Maschinn vu Bosman ass kalibréiert mat engem Laser-Interferometer vun der UK RENISHAW Firma, déi präzis kontrolléiert a kompenséiert fir Pitchfehler, Réckschlag, Positionéierungsgenauegkeet a widderholl Positionéierungsgenauegkeet fir déi dynamesch, statesch Stabilitéit an d'Veraarbechtungsgenauegkeet vun der Maschinn ze garantéieren. . Ball Bar Test All Maschinn benotzt e Ball Bar Tester vun der britescher RENISHAW Firma fir déi richteg Kreesgenauegkeet an d'Maschinn geometresch Genauegkeet ze korrigéieren, a gläichzäiteg kreesfërmeg Schneidexperimenter auszeféieren fir d'3D Bearbechtungsgenauegkeet a Kreesgenauegkeet ze garantéieren.

Virum & No Service
1) Virun Service
Duerch d'Ufro an d'noutwendeg Informatioun vu Clienten ze studéieren, dann Feedback un eis Ingenieuren, ass d'Bossman Technesch Team verantwortlech fir d'technesch Kommunikatioun mat de Clienten an d'Formuléierung vu Léisungen, hëlleft de Client bei der Auswiel vun der entspriechender Veraarbechtungsléisung a passend Maschinnen.
2) No Service
A.The Maschinn mat engem Joer Garantie a bezuelt fir Liewen-laang Ënnerhalt.
B.Duerch der ee-Joer Garantie Period no der Maschinn an Destinatioun port ukomm, BOSSMAN gëtt gratis a rechtzäiteg Ënnerhalt Servicer fir verschidden Net-man-feieren Feeler op Maschinn déi, a rechtzäiteg all Zorte vun net-man-feieren Schued Deeler ersetzen gratis vun charge. Feeler, déi aus der Garantiezäit optrieden, ginn zu passenden Käschten reparéiert.
C.Technesch Ënnerstëtzung an 24 Stonnen online, TM, Skype, E-Mail, léisen déi relativ Froen an Zäit. wann et net geléist ka ginn, wäert de BOSSMAN direkt arrangéieren fir den After-Sales-Ingenieur op der Plaz fir Reparatur ze kommen, Keefer musse bezuelen fir de VISA, Fluchbilljeeën an Ënnerkunft.
Firma Site






