
CNC Profil Machining Center

CNC Profil Machining Center
CNC Bueraarbechten Machine
Maschinn Fonctiounen
Bosm DC SerieCNC Bueraarbechten a milling Maschinnenginn haaptsächlech fir efficace Bueraarbechten milling an Ausspionéieren vun workpieces mat linear Material Breet am efficace Beräich benotzt.Duerch Lach a blann Lach kann op eenzel Material Deeler a Komposit Material gebuert ginn.D'Maschinnveraarbechtung mam CNC Controller, d'Operatioun ass ganz bequem.Et kann Automatisatioun, héich Präzisioun, Multi Varietéit a Masseproduktioun realiséieren.
Fir d'Veraarbechtung Ufuerderunge vun de verschiddene Benotzer ze treffen, Eis Firma huet eng Rei vun finaliséiert products.It kann och entworf a personaliséiert ginn no der aktueller Besoine vun Benotzer entwéckelt.
Maschinn Struktur
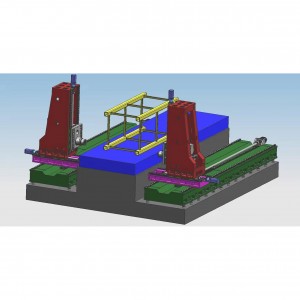
D'Ausrüstung besteet haaptsächlech aus Bettdësch, mobilen Gantry, mobilen Suedel, Buer- a Fräsenkraaftkopf, automatesch Schmiergerät a Schutzapparat, zirkuléierend Kühlapparat, digitale Kontrollsystem, hydraulesche System, elektresche System, etc. Genauegkeet a widderholl Positionéierungsgenauegkeet.
1. Bett & Aarbechtsdësch:
D'Maschinnbett ass geschweest Stahlstrukturdeeler, an den Haaptrahmen gëtt vu Stolstrukturdeeler veraarbecht.Nodeems den internen Stress duerch kënschtlech Alterung Wärmebehandlung geläscht gëtt, huet et eng gutt dynamesch a statesch Steifheet a keng Verformung.Den Aarbechtsdësch ass aus Goss HT250 gemaach.Den Aarbechtsdësch ka benotzt ginn firclamping workpieces.Et kann och mat pneumatesch Ausrüstung ausgestatt sinn, wat méi praktesch a séier ass fir d'Spannungsstécker,.Déi maximal Lagerkapazitéit vum Aarbechtsdësch ass 1 Ton.Déi iewescht lénks Säit vum Bett ass vertikal installéiert mat zwee ultra-héich Lagerkapazitéit Rolling Linear Guide Puer a Präzisiounsrack.De Gantrymotor gëtt vum AC Servo System a Rack System an X Richtung ugedriwwen.Upassbar Bolzen ginn op der ënneschter Uewerfläch vum Bett verdeelt, wat den Niveau vum Bettdësch einfach ajustéiere kann.
2. Beweegt Cantilever:
D'beweegbar Cantilever Gantry mat Goss Struktur gëtt veraarbecht nodeems intern Stress duerch kënschtlech Alterung Wärmebehandlung ewechgeholl gëtt, mat gudder dynamescher a statescher Steifheit a keng Verformung.Zwee rolling linear Guide Puer mat ultra-héich Lagerkapazitéit sinn op der viischter an ieweschte Säiten vun der Gantry installéiert.E linear Rolling Guide mat ultra-héicher Lagerkapazitéit, e Set vu Präzisiounskugelschrauwen an e Servomotor sinn uewen installéiert fir d'Rutschplack vum Kraaftkopf an d'Y-Achs Richtung ze bewegen.E Buerkraaftkopf ass op der Rutschplack vum Kraaftkop installéiert.D'Bewegung vum Gantry gëtt duerch d'Rotatioun vun der Kugelschraube realiséiert, déi vum Servomotor duerch d'Kupplung ugedriwwe gëtt.
3. Plënneren Suedel:
De bewegbare Rutschsaddel ass e Stolstrukturelement.Zwee Rolling linear Guide Puer mat ultra-héich Lagerkapazitéit, e Set vu Präzisiounskugelschrauwen an e Servomotor sinn op de Schiebersaddel installéiert fir de Buerkraaftkopf ze fueren fir an d'Z-Achsrichtung ze bewegen, wat de schnelle Forward realiséiere kann, schaffen no vir, séier zréck an stoppen vun der Muecht Kapp.Et huet d'Funktioune vun automateschen Chip Break, Chip ewechzehuelen an Paus.
4. Buerkraaft Kapp:
Special Servo Spindelmotor gëtt fir Buerkraaftkopf benotzt.Déi speziell Präzisiounsspindel gëtt duerch gezahnte Synchrongurt ugedriwwe fir variabel Frequenz stepless Geschwindegkeetsännerung ze realiséieren.D'Fütterung gëtt duerch Servomotor a Kugelschrauwen ugedriwwen.
D'Y-Achs kann verknëppelt a kontrolléiert ginn duerch hallef zoue Schleifen, déi linear a kreesfërmeg Interpolatioun realiséieren.D'Haaptschachtend ass e Kegel Lach Spannbohr oder Fräser, mat méi héijer Präzisioun, Héichgeschwindeg Ausschneiden, pneumatesch Toolännerungsfunktioun, fakultativ mat Huttyp Tool Magazin, Tool Magazin Kapazitéit vun aacht, Tool Change ass méi einfach, héije Grad vun Automatisatioun vun der manueller Veraarbechtung.
5. Automatesch Schmiergerät a Schutzgerät:
D'Maschinn ass mat engem automateschen Schmierapparat ausgestatt, deen d'bewegt Pairen automatesch schmiere kann wéi Guide Schinn, Bleieschrauwen a Rack.D'X-Achs an d'Y-Achs vum Maschinninstrument si mat staubdichte Schutzdeckel ausgestatt, an de waasserdichte Spritzbaff ass ronderëm de Worktable installéiert.
6. KND Kontrollsystem:
6.1.Mat Chip Break Funktioun, Chip Break Zäit an Chip Break Zyklus kann op der Mann-Maschinn Interface gesat ginn.
6.2.Matd'Toolliftfunktioun, d'Toollift Héicht kann op der Mann-Maschinn Interface gesat ginn.Beim Buer op dës Héicht gëtt de Buer séier op d'Spëtzt vum Werkstéck opgehuewen, da gëtt de Chip geworf, an dann séier no vir op d'Bohrfläch an automatesch an d'Aarbechtsviraus ëmgewandelt.
6.3.Déi zentraliséiert Operatiounskontrollbox an Handheld Eenheet si mat CNC System, USB Interface an LCD Bildschierm ausgestatt.Fir d'Programméierung, d'Späicheren, d'Display an d'Kommunikatioun ze erliichteren, huet d'Operatiounsinterface d'Funktioune vum Mënsch-Maschinn Dialog, Fehlerkompensatioun an automateschen Alarm.
6.4.D'Equipement huet d'Funktioun vun Virschau an recheck vun Lach Positioun virun machining, sou ass d'Operatioun ganz praktesch.
Spezifizéierung
| Modell | BOSM-DC60050 Fotoen | |
| Max.workpiece Gréisst | Längt × Breet (mm) | 2600 × 500 |
| Vertikal Ram Bueraarbechten Muecht Kapp | Quantitéit (Stéck) | 1 |
| Spindel taper Lach | BT40 | |
| Buer Duerchmiesser (mm) | Φ2-Φ26 | |
| Spindelgeschwindegkeet (R/min) | 30-3000 | |
| Spindle Muecht (kw) | 15 | |
| Distanz tëscht Spindelnues an Aarbechtsdësch (mm) | 150-650 mm | |
| X-Achs (lateral Rees) | Maximal Schlag (mm) | 500 |
| X-Achs Beweegungsgeschwindegkeet (M/min) | 0~9 | |
| X-Achs Servomotor Kraaft (kw) | 2,4*1 | |
| Y-Achs (Kolonn Längsbewegung) | Maximal Schlag (mm) | 2600 |
| Y-Achs Beweegungsgeschwindegkeet (M / min) | 0~9 | |
| Kraaft vum Y-Achs Servomotor (kw) | 2,4*1 | |
| Z Achs (Vertikal Ram Feed Bewegung) | Maximal Schlag (mm) | 500 |
| Beweegungsgeschwindegkeet vun der Z-Achs (M / min) | 0~8 | |
| Z-Achs Servomotor Kraaft (kw) | 1 × 2,4 mat Brems | |
| Dimensioun vun Maschinn | Längt × Breet × Héicht (mm) | 5400 × 2180 × 2800 |
| Positionéierungsgenauegkeet | X/Y/Z | ± 0,05/300 mm |
| Widderholl Genauegkeet Positionéierung | X/Y/Z | ± 0,025/300 mm |
| Brutto Gewiicht (t) | 4.5 | |
Qualitéit Inspektioun
All Maschinn ass kalibréiert mat engem Laser-Interferometer vun der UK RENISHAW Firma, déi präzis kontrolléiert a kompenséiert fir Pitchfehler, Réckschlag, Positionéierungsgenauegkeet a widderholl Positionéierungsgenauegkeet fir déi dynamesch, statesch Stabilitéit an d'Veraarbechtungsgenauegkeet vun der Maschinn ze garantéieren..Ball Bar Test All Maschinn benotzt e Ball Bar Tester vun der britescher RENISHAW Firma fir déi richteg Kreesgenauegkeet an d'Maschinn geometresch Genauegkeet ze korrigéieren, a gläichzäiteg kreesfërmeg Schneidexperimenter auszeféieren fir d'3D Bearbechtungsgenauegkeet a Kreesgenauegkeet ze garantéieren.

Machine Tool benotzen Ëmfeld
1.1 Equipement Ëmwelt Ufuerderunge
E konstante Niveau vun der Ëmgéigend Temperatur erhalen ass e wesentleche Faktor fir Präzisiounsbearbechtung.
(1) Verfügbar Ëmfeldtemperatur ass -10 ℃ ~ 35 ℃.Wann d'Ëmwelttemperatur 20 ℃ ass, sollt d'Fiichtegkeet 40 ~ 75% sinn.
(2) Fir déi statesch Genauegkeet vum Maschinninstrument am spezifizéierte Beräich ze halen, ass déi optimal Ëmfeldtemperatur erfuerderlech 15 ° C bis 25 ° C mat engem Temperaturdifferenz
Et sollt net méi wéi ± 2 ℃ / 24h sinn.
1.2 Energieversuergungsspannung: 3-Phas, 380V, Spannungsfluktuatioun bannent ± 10%, Energieversuergungsfrequenz: 50HZ.
1.3 Wann d'Spannung am Gebrauchsberäich onbestänneg ass, soll d'Maschinn Tool mat enger reglementéierter Energieversuergung ausgestatt sinn fir den normale Betrib vum Maschinn Tool ze garantéieren.
1.4.D'Maschinn Tool soll zouverlässeg Buedem hunn: de Buedem Drot ass Kupferdrot, den Drot Duerchmiesser soll net manner wéi 10mm² sinn, an der Äerd Resistenz ass manner wéi 4 Ohm.
1.5 Fir déi normal Aarbecht Leeschtung vun der Ausrüstung ze garantéieren, wann d'kompriméiert Loft vun der Loftquell net den Ufuerderunge vun der Loftquell entsprécht, sollt e Set vu Loftquellereinigungsapparater (Entfeuchtung, Entfettung, Filteren) derbäigesat ginn ier de Maschinn Loft ofgeroden.
1.6.D'Ausrüstung soll ewech vun direktem Sonneliicht, Schwéngung an Hëtzt Quellen gehale ginn, an ewech vun héich-Frequenz Generatoren, elektresch Schweess Maschinnen, etc., sou wéi Maschinn Produktioun Echec oder Verloscht vun Maschinn Genauegkeet ze vermeiden.
Virum & No Service
1) Virun Service
Duerch d'Ufro an d'noutwendeg Informatioun vu Clienten ze studéieren, dann Feedback un eis Ingenieuren, ass d'Bossman Technesch Team verantwortlech fir d'technesch Kommunikatioun mat de Clienten an d'Formuléierung vu Léisungen, hëlleft de Client bei der Auswiel vun der entspriechender Veraarbechtungsléisung a passend Maschinnen.
2) No Service
A.The Maschinn mat engem Joer Garantie a bezuelt fir Liewen-laang Ënnerhalt.
B.Duerch der ee-Joer Garantie Period no der Maschinn an Destinatioun port ukomm, BOSSMAN gëtt gratis a rechtzäiteg Ënnerhalt Servicer fir verschidden Net-man-feieren Feeler op Maschinn déi, a rechtzäiteg all Zorte vun net-man-feieren Schued Deeler ersetzen gratis vun charge.Feeler, déi aus der Garantiezäit optrieden, ginn zu passenden Käschten reparéiert.
C.Technesch Ënnerstëtzung an 24 Stonnen online, TM, Skype, E-Mail, léisen déi relativ Froen an Zäit.wann et net geléist ka ginn, wäert de BOSSMAN direkt arrangéieren fir den After-Sales-Ingenieur op der Plaz fir Reparatur ze kommen, Keefer musse bezuelen fir de VISA, Fluchbilljeeën an Ënnerkunft.
Client senger Site

Schéckt eis Äre Message:
Produit Kategorien
-

Liicht Flicht CNC Bueraarbechten Milling Machine
-

BOSM -12010 Géigewier-Kapp langweileg Milling Machine
-
BOSM - Horizontal Counter Drilling and Boring Ma...
-

Heavy Duty CNC Bueraarbechten Milling Machine
-

BOSM -4Z2000 Héichgeschwindeg CNC Bueraarbechten a Millin ...
-

BOSM -6010 Géigewier-Kapp langweileg Milling Machine





