BOSM -6010 Géigewier-Kapp langweileg Milling Machine


1. Benotzung vun Maschinn:
BOSM- 6000 * 1000 Fixed-Beam CNC-Gantry Duebelkolonne Kapp-zu-Kapp Bohr- a Fräsmaschinn ass e spezielle Maschinninstrument fir d'Veraarbechtung vun Baggerarme / Stécker.Këssen, kann déi séier Veraarbechtung vum Werkstück realiséieren, d'Werkstéck kann an der effektiver Schlagbereich gebuert ginn, gefruer a langweilen ginn, d'Werkstéck kann op enger Zäit op der Plaz veraarbecht ginn (kee Bedierfnes fir sekundär Spannung), d'Luede an d'Entluedegeschwindegkeet ass séier, d'Positionéierungsgeschwindegkeet ass séier, an d'Veraarbechtungsgenauegkeet ass héich.Héich, héich Veraarbechtungseffizienz.
2.Maschinn StrukturEegeschaften:
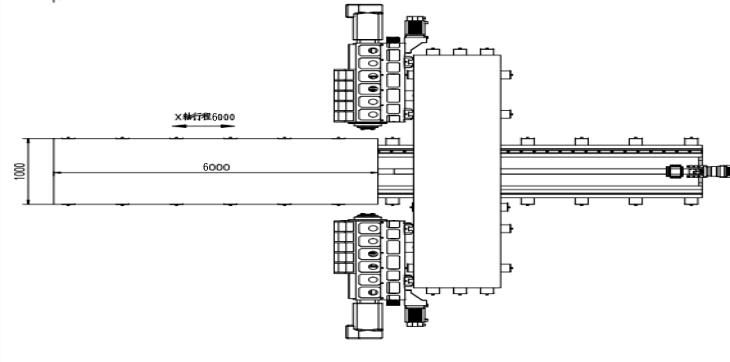
D'Haaptkomponente vum Maschinninstrument: Bett, Workbench, lénks a riets Sailen, Trägere, Gantry-Verbindungsbalken, Suedel, Rams, asw., grouss Deeler sinn aus Harz-Sandformung, qualitativ héichwäerteg groe Eisen 250 Goss, annealéiert a waarm Sand Pit → Schwéngung alternd → Hëtzt Behandlung Uewen annealing → Schwéngung alternd → rau machining → Schwéngung alternd → waarm Uewen annealing → Schwéngung alternd → Ofschloss, komplett eliminéiert den negativen Stress vun den Deeler, an halen d'Leeschtung vun den Deeler stabil.De fixe Bett, déi lénks a riets Sailen, d'Gantry an d'Workbench bewegen;Et huet d'Funktioune vun Fräsen, langweileg, Bueraarbechten, countersinking, Ausspionéieren, etc. D'Tool Ofkillungsmethod ass extern Ofkillung.D'Maschinn Outil enthält 5 Fudder Axen, déi 4-Achs Verknëppung a 5-Achs Single-Aktioun realiséieren kann.Et ginn 2 Muecht Kapp.D'Achs vun der Maschinn Tool an der Muecht Kapp sinn an der Figur ënnendrënner gewisen.


2.1D'Haaptrei Struktur vun der axial Transmissioun fidderen Deel
2.1.1. X-Achs:D'Aarbechtsdësch réckelt lateral laanscht d'Guiderail vum fixen Bett.
X 1-Achs Drive: AC Servomotor plus héichpräzis Planetaresch Reduzéierer gëtt duerch Kugelschrauwen ugedriwwen fir d'Bewegung vun der Workbench ze féieren fir linear Bewegung vun der X-Achs ze realiséieren
Guide Schinne Form: leeën zwee héich-Kraaft Präzisioun linear Guide Schinne.
2.1.2 Z1 Achs:D'Kraaft Kapp an e Suedel sinn vertikal op der viischter Säit vun der Kolonn installéiert, a reciprocéieren op an erof laanscht d'Kolonnguide Schinn.
Z1-Achs Iwwerdroung: AC Servomotor a Synchronrad gi benotzt fir d'Kugelschraube ze dreiwen fir de Suedel ze fueren fir d'Z-Achs linear Bewegung ze realiséieren
2.1.3 Z2 Achs:D'Kraaft Kapp an e Suedel sinn vertikal op der viischter Säit vun der Kolonn installéiert, a reciprocéieren op an erof laanscht d'Kolonnguide Schinn.
Z2-Achs Transmissioun: AC Servo Motor a Synchronrad ginn benotzt fir d'Kugelschrauwen ze fueren fir de Suedel ze fueren fir d'Z-Achs linear Bewegung ze realiséieren.
2.1.4 Y1 Achs:D'Muecht Kapp Suedel ass vertikal op der viischter Säit vun der rietser Kolonn installéiert, a widdert lénks a riets laanscht d'Kolonn Guide Schinn.
Y1-Achs Iwwerdroung: AC Servomotor plus héichpräzis Planetaresch Reduzéierer gëtt benotzt fir de Ram ze fueren fir duerch d'Kugelschraube ze bewegen fir d'linear Bewegung vun der Y1-Achs ze realiséieren
2.1.5 Y2 Achs:D'Muecht Kapp Suedel ass vertikal op der viischter Säit vun der rietser Kolonn installéiert, a widdert lénks a riets laanscht de Kolonn Guide Schinn.
Y2-Achs Iwwerdroung: AC Servomotor plus héichpräzis planetareschen Reduzéierer gëtt benotzt fir de Ram ze fueren fir duerch d'Kugelschraube ze bewegen fir d'Y2-Achs linear Bewegung ze realiséieren.
2.2 D'Bewegungsrichtung vum Buer- a Fräsekraaftkopf (inklusiv de Kraaftkopf 1 an 2) gëtt vu 4 linear Roller Guide Schinnepaeren guidéiert, an de Drive adoptéiert AC Servomotor fir de Synchrongurt (i = 2) a Präzisiounskugel ze fueren Schraube Pair Transmissioun.De Kraaftkopf adoptéiert Servo De Motor gëtt duerch de Synchrongurt a Synchronrad ofgeschaaft, guidéiert vum schwéier-Pflicht Präzisiounsleit Schinnepaar, a fiert déi vertikal Kugelschraube fir ze rotéieren fir déi vertikal Bewegung vum Kraaftkopf ze realiséieren.Et ass och mat enger Stickstoff Gläichgewiicht Bar ausgestatt fir de Kapp-ze-Schrauwen a Servomotor ze reduzéieren.Den Z-Achsmotor huet eng automatesch Bremsfunktioun.Am Fall vun engem Stroumausfall hält d'automatesch Brems de Motorwelle fest, sou datt et net kann rotéieren.Wann Dir schafft, wann d'Bohrbitt d'Werkstéck net beréiert, gëtt se séier fidderen;wann d'Bohrbit d'Werkstéck beréiert, wiesselt se automatesch op d'Aarbechtsfidderung.Wann d'Bohrer an d'Werkstéck penetréiert, schalt se automatesch op séier zréck;wann d'Enn vun der Bueraarbechten der workpiece verléisst an erreecht der Formatioun Positioun, wäert de worktable op déi nächst Lach Positioun plënneren automatesch Circulatioun ze realiséieren.De Kraaftkop adoptéiert d'Kombinatioun vun Drot a schwéier Schinn, wat net nëmmen d'Laafgeschwindegkeet vun der Ausrüstung garantéiert, awer och d'Steifegkeet vun der Ausrüstung verbessert.An et kann d'Funktioune vun blann Lach Bueraarbechten realiséieren, milling, chamfering, Chip gebrach, automatesch Chip Entfernung, etc., déi Aarbechtsmaart Produktivitéit verbessert.

(lénks Kraaftkopf)
2.3. Chip Ewechhuele a kille
Et gi Spiral- a flaach Kette Chipförderer op béide Säiten ënner der Workbench installéiert, an d'Chips kënnen um Enn automatesch op den Chipconveyor entlooss ginn duerch zwou Etappe vu Spiral- a Ketteplacke fir ziviliséierter Produktioun ze realiséieren.Et gëtt eng Kältekühlpompel am Kühlmittelbehälter vum Chiptransporter, deen fir extern Ofkillung vum Tool benotzt ka ginn fir d'Bohrleistung an d'Liewensdauer vum Bohrbit ze garantéieren, an de Kältemëttel kann recycléiert ginn.
3. Voll digital numeresch Kontroll System:
3.1.Mat Chip Break Funktioun, Chip Break Zäit an Chip Break Zyklus kann op der Mann-Maschinn Interface gesat ginn.
3.2.Mat der Toolliftfunktioun kann d'Toollift Héicht op der Mann-Maschinn Interface gesat ginn.Wann d'Bohrung dës Héicht erreecht, gëtt d'Bohrer séier op d'Spëtzt vum Werkstéck opgehuewen, an dann ginn d'Chips ewechgehäit, an dann séier op d'Bohrfläche weidergeleet an automatesch an d'Aarbecht ëmgewandelt.
3.3.Zentraliséiert Operatioun Kontrollkëscht an Handheld Eenheet adoptéieren numeresche Kontrollsystem a si mat USB Interface an LCD Liquid Crystal Display ausgestatt.Fir Programméierung, Lagerung, Display a Kommunikatioun ze erliichteren, huet d'Operatiounsinterface Funktiounen wéi Mann-Maschinn Dialog, Fehlerkompensatioun an automateschen Alarm.
3.4.D'Ausrüstung huet d'Funktioun fir d'Lach Positioun virun der Veraarbechtung ze kucken an nei ze iwwerpréiwen, an d'Operatioun ass ganz bequem.
3.5.Automatesch Schmieren
Maschinn Tool Präzisioun linear Guide Schinn Pairen, Präzisioun Kugelschrauwen Puer an aner héich-Präzisioun Bewegung Puer si mat automatesche Schmiersystemer equipéiert.Déi automatesch Schmierpompel gëtt Drocköl aus, an déi quantitativ Schmier-Uelegkammer geet an den Ueleg.Nodeems d'Uelegkammer mat Ueleg gefüllt ass, wann de Systemdrock op 1,4-1,75Mpa eropgeet, gëtt den Drockschalter am System zougemaach, d'Pompel stoppt, an d'Ausluedeventil entlooss zur selwechter Zäit.Wann den Uelegdrock op der Strooss ënner 0,2Mpa fällt, fänkt de quantitative Schmiermaschinn un de Schmierpunkt ze fëllen a fäerdeg eng Uelegfüllung.Wéinst der korrekter Uelegversuergung vum quantitativem Ueleginjektor an der Detektioun vum Systemdrock ass d'Uelegversuergung zouverlässeg, garantéiert datt et en Uelegfilm op der Uewerfläch vun all kinematesche Paar ass, d'Reibung an d'Verschleiung ze reduzéieren an de Schued ze verhënneren. déi intern Struktur verursaacht duerch Iwwerhëtzung., fir d'Genauegkeet an d'Liewen vum Maschinninstrument ze garantéieren.Am Géigesaz zum rutschen Guide Rail Pair, huet de Rolling Linear Guide Rail Pair, deen an dësem Maschinninstrument benotzt gëtt, eng Rei Virdeeler:
① D'Bewegungsempfindlechkeet ass héich, d'Reibungskoeffizient vun der Rolleleitbunn ass kleng, nëmmen 0,0025 ~ 0,01, an d'Fuerkraaft ass staark reduzéiert, wat nëmmen 1/10 vun normalen Maschinnen entsprécht.
② Den Ënnerscheed tëscht dynamescher a statescher Reibung ass ganz kleng, an d'Suivi-Performance ass exzellent, dat heescht, den Zäitintervall tëscht dem Fuersignal an der mechanescher Handlung ass extrem kuerz, wat d'Äntwertgeschwindegkeet an d'Sensibilitéit vun der Äntwert verbessert. den numeresche Kontrollsystem.
③ Et ass gëeegent fir High-Speed linear Bewegung, a seng momentan Geschwindegkeet ass ongeféier 10 Mol méi héich wéi déi vu rutschen Guide Schinne.
④ Et kann gapless Bewegung realiséieren an d'Bewegungssteifung vum mechanesche System verbesseren.
⑤Produzéiert vu professionelle Hiersteller, et huet héich Präzisioun, gutt Villsäitegkeet an einfach Ënnerhalt.

4. Maschinn benotzen Ëmfeld:
Stroumversuergung: dräi-Phase AC380V ± 10%, 50Hz ± 1 Ëmfeld Temperatur: 0 ° ~ 45 °

5. Haapttechnesch Parameteren:
| Modell | BOSM 6010 | |
| Maximal Veraarbechtung workpiece Gréisst | Längt × Breet × Héicht (mm) | 6000 × 1000 × 1500 |
| Gantry maximal fidderen | Breet (mm) | 1300 |
| schaffen Dësch Gréisst | Längt x Breet (mm) | 6000*1000 |
|
Horizontal Ram Typ Buerkopf Muecht Kapp een zwee
| Quantitéit (2) | 2 |
| Spindel taper | BT50 | |
| Buer Duerchmiesser (mm) | Φ2-Φ60 | |
| Duerchmiesser (mm) | M3-M30 | |
| Spindelgeschwindegkeet (r/min) | 30-6000 | |
| Servo Spindelmotor Muecht (kw) | 37 | |
| Single Spindel Nues Distanz vum Dësch Zentrum (mm) | 150-650 | |
| Zentrum Distanz vun duebel Spindle Nues Enn (mm) | 300-1300 | |
| Lénks a riets Schlag vun engem eenzege Ram (mm) | 500 | |
| D'Distanz tëscht dem Zentrum vun der Ram an dem Plang vum Dësch (mm) | 200-1700 | |
| Op an erof Schlag vum Ram (mm) | 1500 | |
| Widderhuelbarkeet | 300mm * 300mm | ± 0,02 |
| Machine Tool Dimensiounen | Längt × Breet × Héicht (mm) | no Zeechnungen |
| Brutto Gewiicht (t) | (ongeféier) 36 | |
Déi uewe genannte Parameteren si virleefeg Designparameter.Am aktuellen Design kann et Ännerunge ginn no der Veraarbechtung Ufuerderunge vum workpiece an der Design Ufuerderunge vun der Maschinn Outil, sou wéi d'Ufuerderunge vun Ärer Firma Veraarbechtung Deeler ze treffen.